




Продукция



-

Горизонтальный токарный станок с ЧПУ TS120X5000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X12000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X9000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X18000
-

Горизонтальный токарный станок с ЧПУ TS120X6000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X19000
-

Горизонтальный токарный станок с ЧПУ TS100X1500
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X13000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X10000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X11000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X17000
-

Многоцелевой токарно-полировальный станок TP63X6000
-

Горизонтальный токарный станок с ЧПУ TE140X3000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X7000
-

Многоцелевой токарно-полировальный станок TP63X5000
-

Горизонтальный токарный станок с ЧПУ TS120X8000


Многоцелевой токарно-полировальный станок TP63X3000
Многоцелевой токарно-полировальный станок с ЧПУ TP63X3000 — это серия оборудования, разработанная компанией Цзинцзя Оборудование в соответствии с требованиями заказчиков для высокоточной и высокоэффективной обработки крупногабаритных тяжелых деталей типа валов.
Описание
маркер
Линейка продукции
Многоцелевой токарно-полировальный станок с ЧПУ TP63X3000 — это серия оборудования, разработанная компанией Цзинцзя Оборудование в соответствии с требованиями заказчиков для высокоточной и высокоэффективной обработки крупногабаритных тяжелых деталей типа валов.
Типовые обрабатываемые детали:
Штоки поршней крупногабаритных гидравлических цилиндров
Прокатные валки и детали типа роликов и валов для металлургического оборудования
Печатные валы для печатного оборудования
Крупногабаритные прецизионные детали типа валов для аэрокосмической отрасли
")
Серия типоразмеров продукции
| Модель | Максимальный диаметр обрабатываемой детали над станиной (мм) | Максимальная длина обрабатываемой детали (мм) |
| TP63 | 630 | 3000 |
Области применения
Особенности продукции: высокая точность, высокая жёсткость, высокая эффективность
Радиальное биение шпинделя — 5 мкм
Ширина направляющих станины — 1170 мм
Максимальная нагрузка между центрами — 8000 кг
Повышение эффективности обработки — более 100%
Традиционная технология:
Токарный станок: чистовая обработка⇒Резка заготовок, вторичная установка ⇒Полировка или шлифование
Комбинированная токарно-полировальная технология
Токарно-полировальный станок: синхронное чистовое точение и полировка
Области применения
")
")
Машиностроение для угольной промышленности и строительная техника: штоки поршней
")
")
Полиграфическое машиностроение: печатные валы
")
")
Металлургическая промышленность: прокатные валки, ролики и валы
")
Аэрокосмическая отрасль: крупногабаритные прецизионные детали типа валов
Технические параметры
| Параметр | TP63 | |
| Обрабатывающие возможности | Диаметр обрабатываемой детали над станиной | 630 мм |
| Диаметр обрабатываемой детали над суппортом | 630 мм | |
| Расстояние между центрами | 3000 мм | |
| Максимальная нагрузка | 8000 кг | |
| Шпиндельная бабка | Тип фланца шпинделя | A₂- 15 |
| Диаметр отверстия шпинделя | 140 мм | |
| Частота вращения шпинделя | 1-500 об/мин | |
| Переключение скоростей шпинделя | Бесступенчатое регулирование | |
| Патрон | Тип патрона | Стандарт: трёхкулачковый патрон; Опционально: четырёхкулачковый с индивидуальным приводом □, гидравлический патрон □ |
| Диаметр патрона | ⌀500 мм □, ⌀630 мм □ | |
| Суппорт | Ход по оси X | 420 мм |
| Ход по оси Z | 3600 мм | |
| Серводвигатели | X1: 4 кВт (5,4 л.с.); X2: 4 кВт (5,4 л.с.); Z: 7 кВт (9,4 л.с.) | |
| Быстрый ход | X1: 6 м/мин; X2: 6 м/мин; Z: 6 м/мин | |
| Рабочая подача | X/Z: 0,001-500 мм | |
| Револьверная головка | Револьверная головка | Стандарт: вертикальная 4-позиционная □; Опционально: горизонтальная 8-позиционная □, горизонтальная 12-позиционная □ |
| Пылеудаление | Пылеулавливающий шкаф | Мощность 1,5 кВт (2 л.с.); расход воздуха 265 м³/ч; вакуум 235 мбар |
| Гидравлическая вращающаяся задняя бабка | Диаметр пиноли | ⌀200 мм |
| Ход пиноли | 250 мм | |
| Конус пиноли | MT №6 | |
| Стружкодробитель и бак для охлаждающей жидкости | Бак для охлаждающей жидкости | Стандарт |
| Удаление стружки назад | Опционально: есть □, нет □ | |
| Удаление стружки вперёд | Опционально: есть □, нет □ | |
| Электродвигатели | Номинальная продолжительная мощность | AC 30 кВт (40 л.с.) |
| Номинальная мощность (30 мин) | AC 37 кВт (50 л.с.) | |
| Гидронасос | 2,2 кВт (3 л.с.) | |
| Насос охлаждающей жидкости | 0,55 кВт (0,75 л.с.) | |
| Станина | Ширина станины | 1170 мм |
| Управление | Контроллер | Стандарт: система GSK988TD □; Опционально: SIEMENS 828D □, FANUC 0i-TF □ |
| Масса станка | 15 т | |
Опции конфигурации
")
")
")
Вертикальная 4-позиционная револьверная головка □
Полировальный блок □
Гидравлическая люнетная опора □
")
")
")
Четырёхкулачковый патрон с индивидуальным приводом □
Трёхкулачковый гидравлический патрон □
Стружкодробитель □
")
")
")
")
Гидравлическая вращающаяся задняя бабка □
Система ЧПУ GSK988TD □
Система ЧПУ SIEMENS 828D □
Система ЧПУ FANUC 0i-TF □
Стандартные принадлежности
● Пиноль задней бабки
● Анкерные болты
● Руководство по эксплуатации контроллера
● Вращающийся центр
● Комплект инструментов
● Руководство по эксплуатации станка
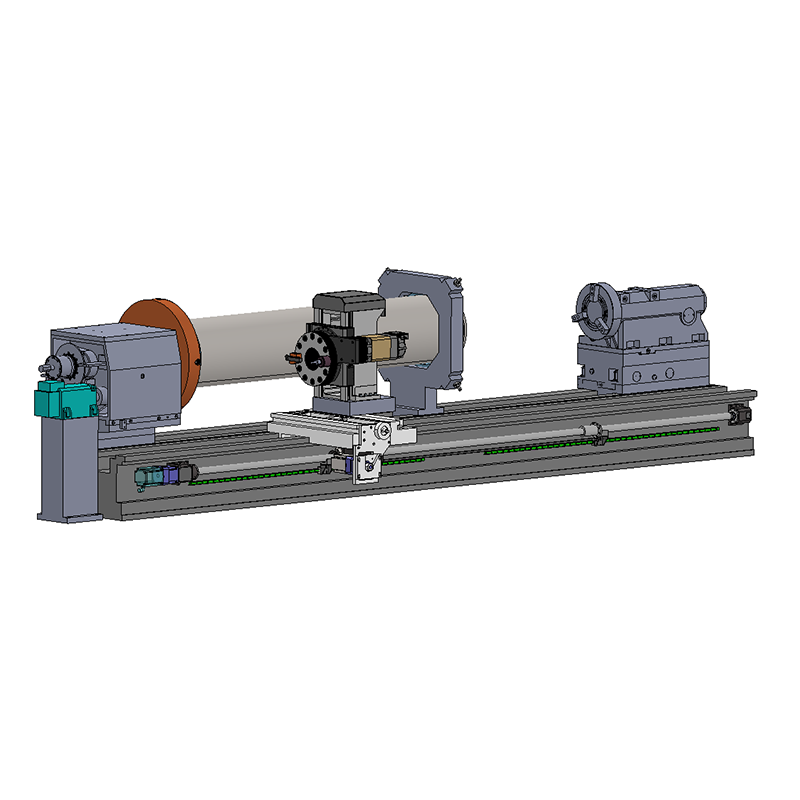
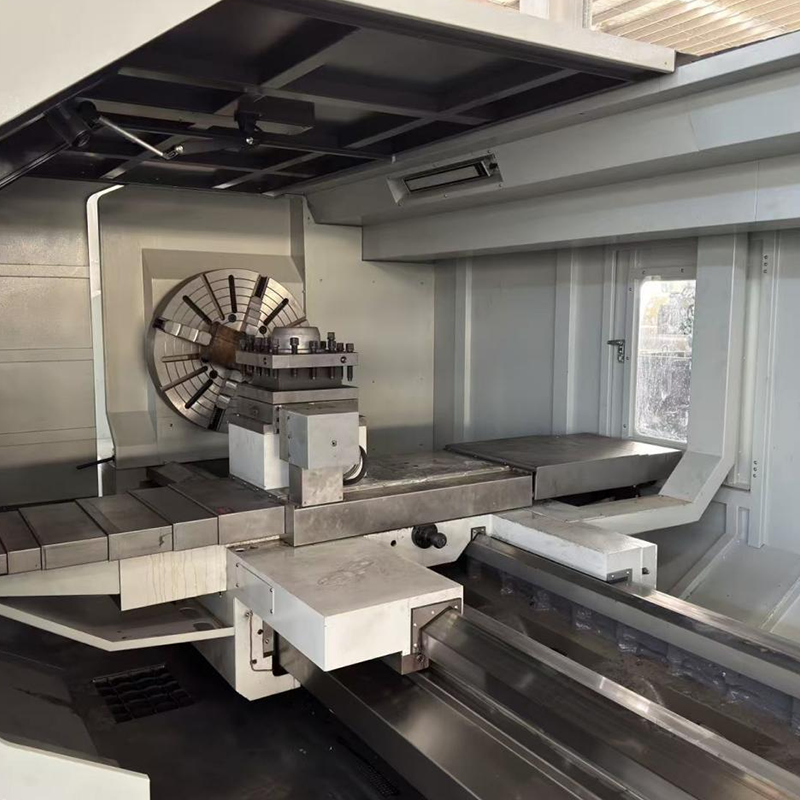
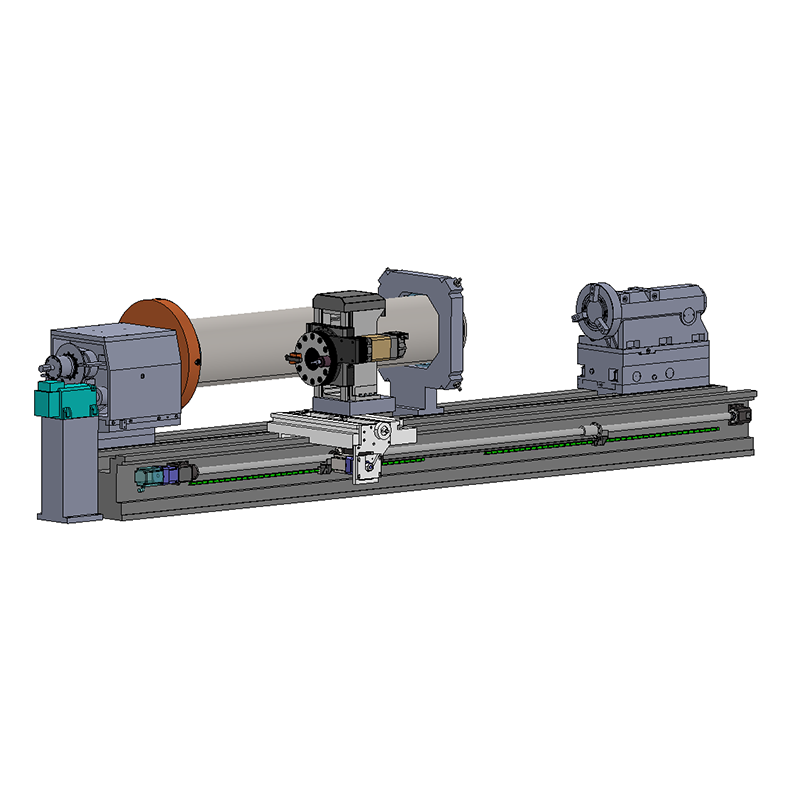
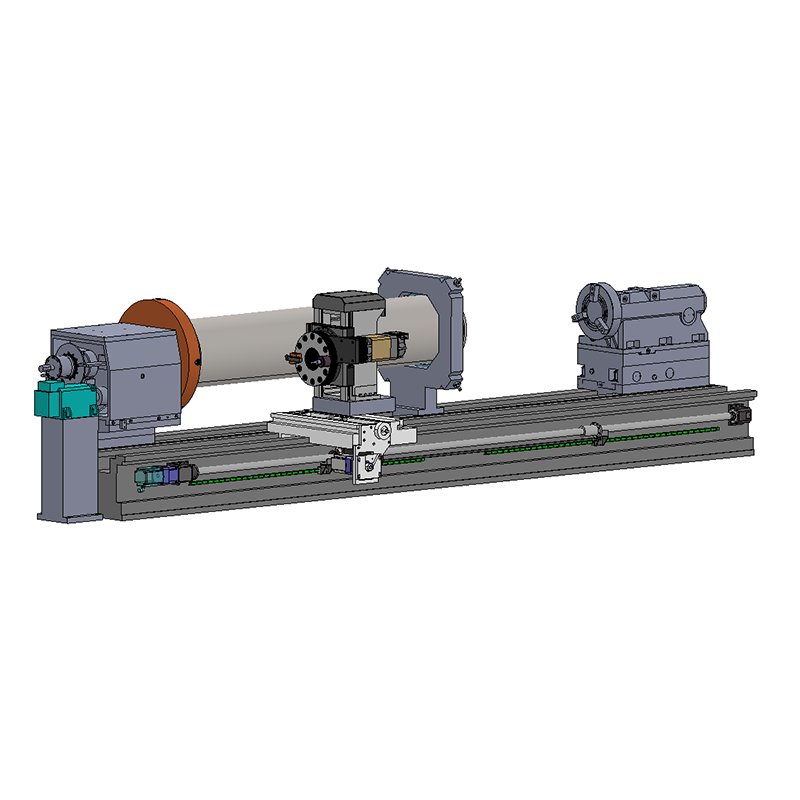
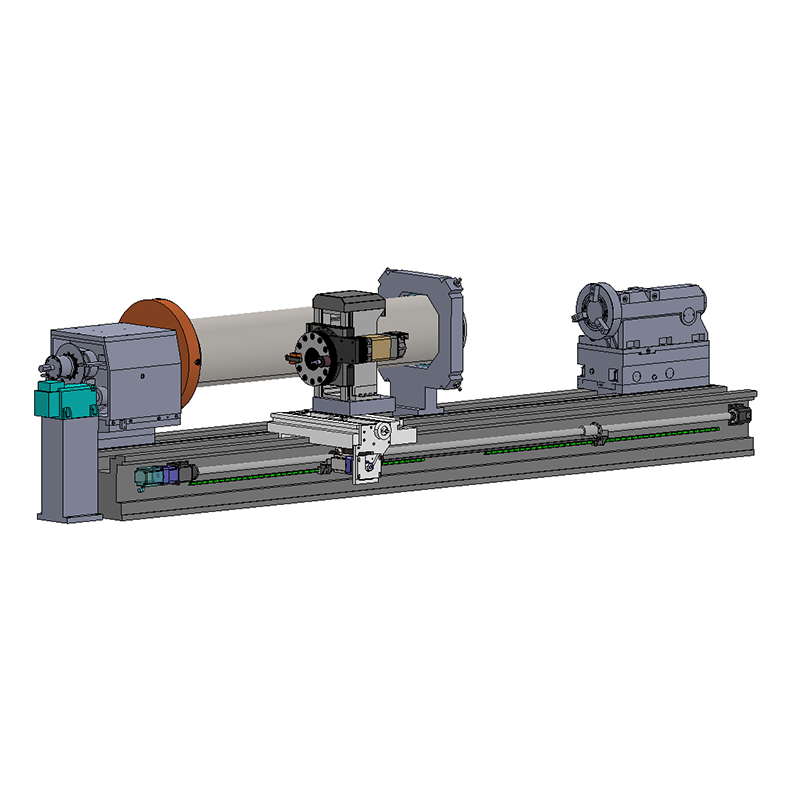
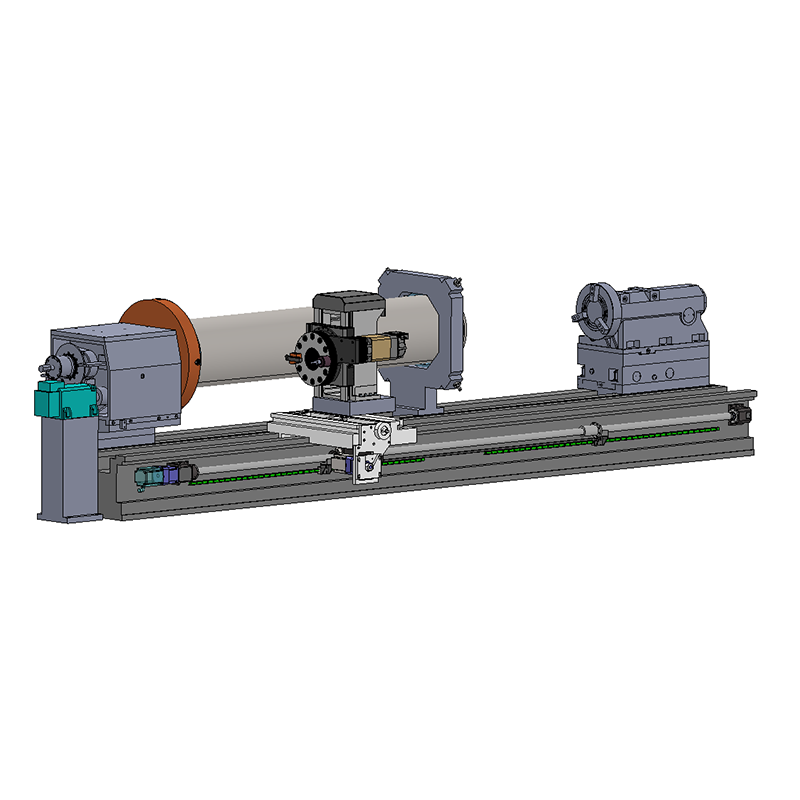
Общая конструкция
Схема общей конструкции
")
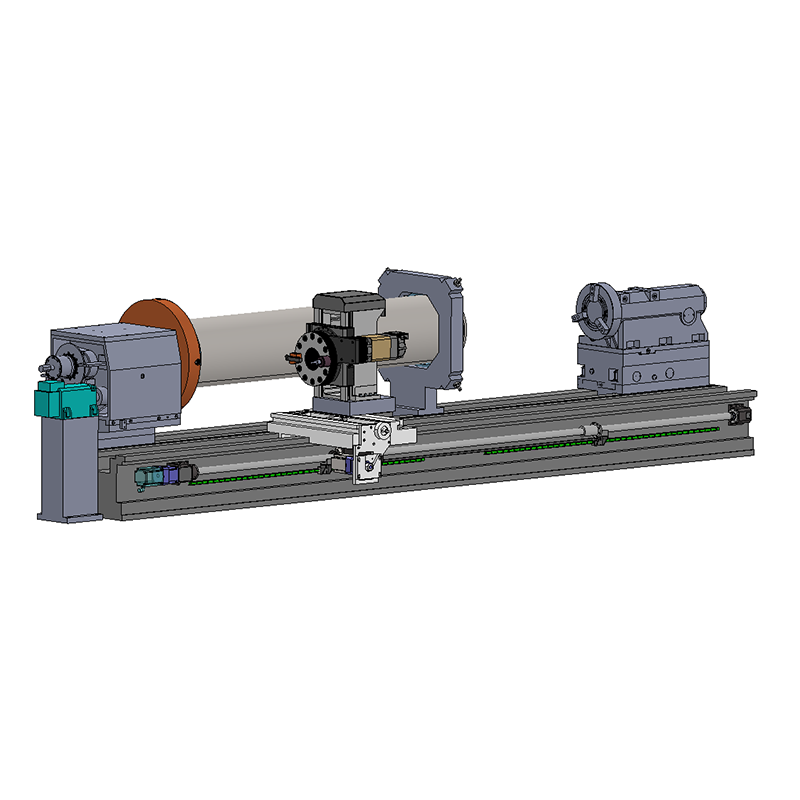
Габаритный чертеж
")
")
Станина выполнена в виде коробчатой конструкции из высококачественного чугуна HT300 с добавлением легирующих элементов, отлита по технологии Meehanite за одну операцию и подвергнута двойной термообработке старению, что обеспечивает высокую стабильность характеристик. Конструкция с четырьмя направляющими обеспечивает большую ширину направляющих поверхностей, высокую жёсткость и высокую виброустойчивость. Основные направляющие выполнены с использованием линейных направляющих качения большого размера, что одновременно гарантирует высокую жёсткость и высокую точность. Направляющие для задней бабки закалены ТВЧ и прошли прецизионное шлифование на импортном станке для шлифования направляющих, что обеспечивает долгий срок службы, высокую точность и хорошую стабильность.
")
Шпиндель станка установлен на прецизионных подшипниках тяжелого типа. Главный электродвигатель приводит шпиндель во вращение непосредственно через ременную передачу. Работа шпинделя отличается высокой плавностью, бесступенчатое регулирование частоты вращения во всем диапазоне обеспечивает возможность резания с постоянной линейной скоростью.
")
Суппорт и система подач: Передача по осям X и Z осуществляется с помощью высокоточных шарико-винтовых пар, установленных с предварительным натягом и растяжением. По концам винтов применяются специальные радиально-упорные шарикоподшипники для ШВП. Двигатели подачи соединены с винтами напрямую, что обеспечивает высокую точность перемещения и позиционирования. По осям X и Z применяются роликовые линейные направляющие, что гарантирует оптимальное сочетание жёсткости и точности подачи станка.
")
В зависимости от технологических требований обработки резцедержатель может быть оснащен вертикальной четырехпозиционной, горизонтальной восьмипозиционной или горизонтальной двенадцатипозиционной револьверной головкой. Вертикальная четырехпозиционная головка отличается высокой жесткостью, отсутствием необходимости подъема при повороте, быстрой и удобной сменой инструмента, а также высокой точностью поворота. Горизонтальные восьмипозиционные и двенадцатипозиционные головки обеспечивают большее количество устанавливаемых инструментов, что удовлетворяет требованиям обработки сложных деталей. Внутреннее охлаждение с орошением способствует улучшению качества поверхности детали и предотвращает разбрызгивание охлаждающей жидкости.
")
Гидравлическая вращающаяся задняя бабка обеспечивает высокую точность вращения и большую нагрузочную способность. Пиноль задней бабки выдвигается и втягивается под управлением системы ЧПУ. Перемещение корпуса задней бабки осуществляется через палец-упор от суппорта станка, что обеспечивает простоту эксплуатации, высокую скорость и производительность. Задняя бабка может подниматься на гидравлической подушке, что позволяет оператору легко перемещать её вручную. Пиноль закалена, покрыта хромом и прецизионно прошлифована, конструкция отличается высокой прочностью и способна выдерживать тяжелые режимы резания.
")
Гидравлическая люнетная опора может комплектоваться гидравлическими самоцентрирующимися люнетами с различными диапазонами зажима в зависимости от технологических требований обработки заготовки. Открытие и закрытие люнета осуществляется автоматически по программе, что обеспечивает удобство загрузки и выгрузки заготовки. Точность повторного центрирования составляет 0,005–0,015 мм.
связаться с нами
Сопутствующие популярные продукты

Горизонтальный токарный станок с ЧПУ TE160X1500
Горизонтальный токарный станок с ЧПУ модели TE160X1500 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X14000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X14000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X15000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X15000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Многоцелевой токарно-полировальный станок TP50X5000
Многоцелевой токарно-полировальный станок с ЧПУ TP50X5000 — это серия оборудования, разработанная компанией Цзинцзя Оборудование в соответствии с требованиями заказчиков для высокоточной и высокоэффективной обработки крупногабаритных тяжелых деталей типа валов.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X19000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X19000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X16000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X16000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TE125X8000
Горизонтальный токарный станок с ЧПУ модели TE125X8000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X20000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X20000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TE140X1500
Горизонтальный токарный станок с ЧПУ модели TE140X1500 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X13000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X13000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X12000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X12000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TE125X1500
Горизонтальный токарный станок с ЧПУ модели TE125X1500 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X17000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X17000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TE160X8000
Горизонтальный токарный станок с ЧПУ модели TE160X8000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.

Горизонтальный токарный станок с ЧПУ TS100X5000
Горизонтальный токарный станок с ЧПУ TS100X5000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.

Горизонтальный токарный станок с ЧПУ TS120X3000
Горизонтальный токарный станок с ЧПУ TS120X3000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.