




Продукция



-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X12000
-

Горизонтальный токарный станок с ЧПУ TE125X6000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X8000
-

Горизонтальный токарный станок с ЧПУ TE140X3000
-

Горизонтальный токарный станок с ЧПУ TE160X1500
-

Горизонтальный токарный станок с ЧПУ TS120X6000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X11000
-

Горизонтальный токарный станок с ЧПУ TS120X2000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X9000
-

Горизонтальный токарный станок с ЧПУ TE125X1500
-

Горизонтальный токарный станок с ЧПУ TS100X6000
-

Горизонтальный токарный станок с ЧПУ TE140X5000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X10000
-

Горизонтальный токарный станок с ЧПУ TE125X8000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X18000
-

Горизонтальный токарный станок с ЧПУ TS120X1500


Токарно-шлифовальный станок с ЧПУ серии TEBV для обработки дисковых затворов
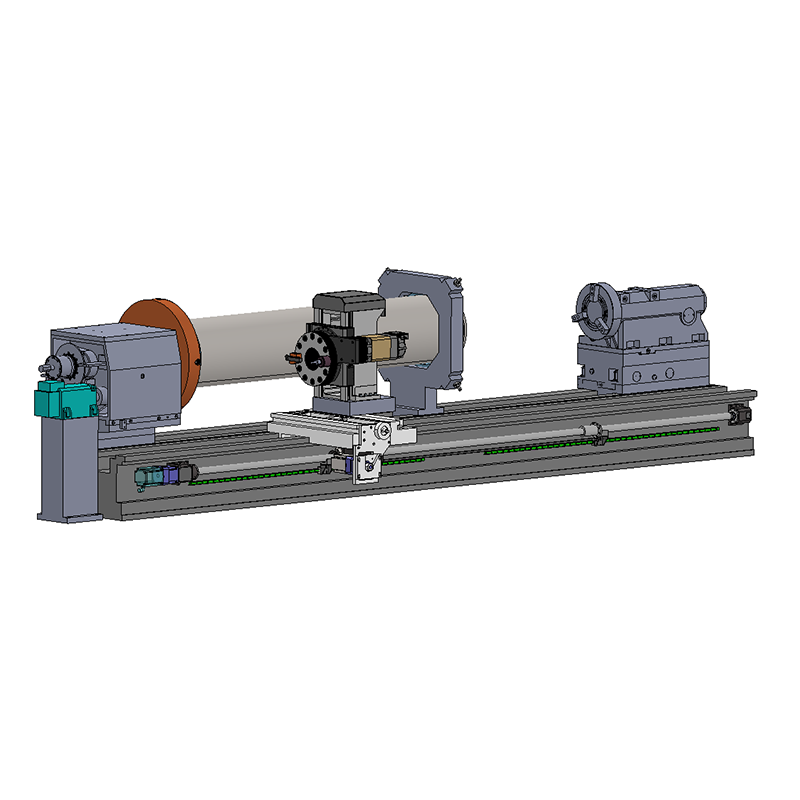
Токарно-шлифовальный станок с ЧПУ TEBV400 для комплексной обработки дисковых затворов представляет собой изделие, разработанное компанией Цзинцзя Оборудование на основе технологических требований к токарно-шлифовальной обработке уплотнительных поверхностей жестких дисковых затворов малых и средних типоразмеров. При создании станка использованы передовые конструкторские решения отечественных и зарубежных производителей.
Описание
маркер
Обзор продукции
Токарно-шлифовальный станок с ЧПУ TEBV400 для комплексной обработки дисковых затворов представляет собой изделие, разработанное компанией Цзинцзя Оборудование на основе технологических требований к токарно-шлифовальной обработке уплотнительных поверхностей жестких дисковых затворов малых и средних типоразмеров. При создании станка использованы передовые конструкторские решения отечественных и зарубежных производителей.
")
Области применения
Обработка уплотнительных поверхностей корпуса и диска поворотных затворов с тройным эксцентриситетом для энергетической, электроэнергетической, нефтяной и химической отраслей.
")
")
")
")
Особенности продукции
▶ Обточка с синхронной подачей
▶ Шлифование с синхронной подачей
▶ Комбинированная токарно-шлифовальная обработка
Обычные методы обработки
● Прерывистое точение и шлифование
● Значительный износ режущего инструмента и шлифовального круга
● Затруднено повышение качества обработанной поверхности заготовки
● Низкая эффективность технологического процесса
● Точение и шлифование выполняются раздельно, с двумя установками заготовки, что приводит к низкой производительности труда
Синхронный метод обработки
● Непрерывное точение и шлифование
● Незначительный износ режущего инструмента и шлифовального круга
● Высокое качество обработанной поверхности заготовки
● Повышение эффективности технологического процесса в 2 раза
● Комбинированная токарно-шлифовальная обработка позволяет дополнительно повысить производительность труда
")
")
Технические параметры
| Параметр | TEBV400 | |||
| Обрабатывающие возможности | Максимальный диаметр обрабатываемой детали над станиной | 1270 мм | ||
| Обрабатываемый диаметр затвора | ⌀50-400 мм | |||
| Шпиндельная бабка | Тип фланца шпинделя | A2-15 | ||
| Диаметр отверстия шпинделя | 150 мм | |||
| Диапазон частоты вращения шпинделя | 1-500 об/мин | |||
| Патрон | Тип патрона | ⌀630 мм ручной четырёхкулачковый патрон | ||
| Диаметр патрона | ⌀800 мм □, ⌀1000 мм □, ⌀1250 мм □ | |||
| Система подач | Ход по оси X (каретка) | 900 мм | ||
| Ход по оси Z1 (суппорт) | 1000 мм | |||
| Ход по оси Z2 (резцедержатель) | 400 мм | |||
| Ход по оси Z3 (шлифовальная головка) | 400 мм | |||
| Резцедержатель | Резцедержатель | 250×250 мм четырёхпозиционный вертикальный резцедержатель с электроприводом | ||
| Сечение резца | 32×32 мм | |||
| Шлифовальный блок | Диапазон диаметров шлифовального круга | ⌀40-150 мм | ||
| Максимальная частота вращения | 6000 об/мин | |||
| Мощность | 7,5 кВт | |||
| Стружкодробитель | Удаление стружки заднее | Пластинчатый стружкоуборщик | ||
| Электродвигатель | Номинальная продолжительная мощность | AC 30 кВт (40 л.с.) | ||
| Номинальная мощность (30 мин) | AC 37 кВт (50 л.с.) | |||
| Гидронасос | 2,3 кВт (3 л.с.) | |||
| Насос охлаждающей жидкости | 0,56 кВт (0,75 л.с.) | |||
| Станина | Ширина направляющей | 850 мм | ||
| Управление | Контроллер | Опционально: FANUC 0i-TF□, система GSK 988TD□ | ||
| Общая масса станка | Приблизительно | 9000 кг | ||
")
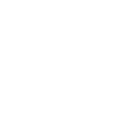
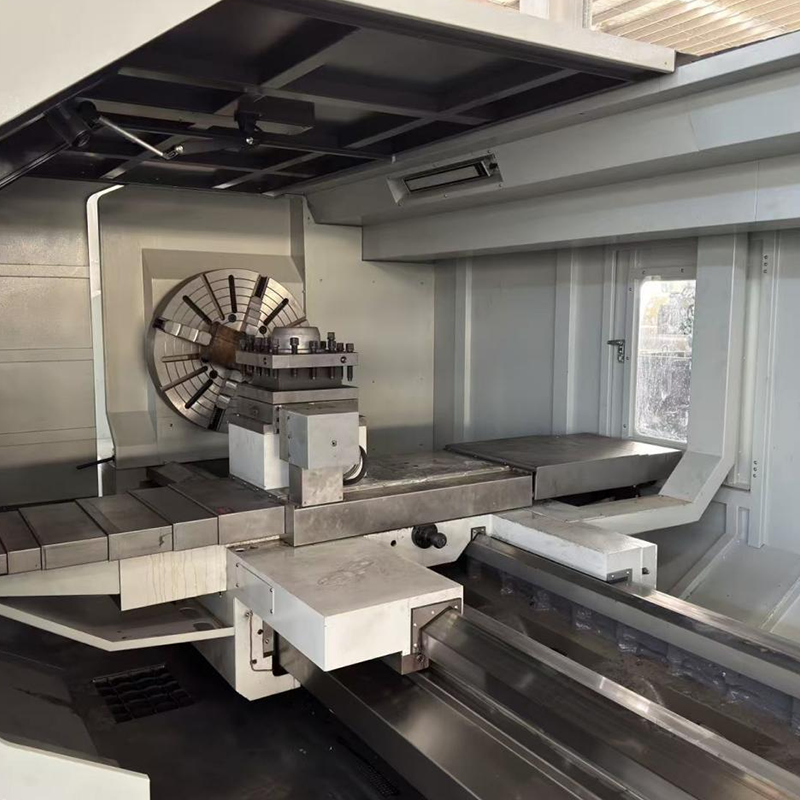
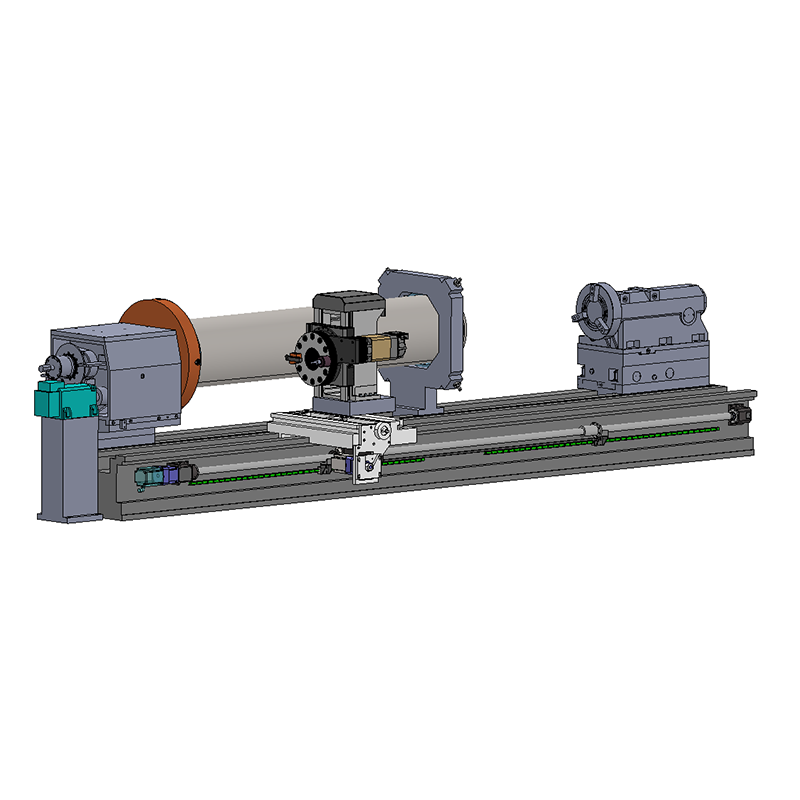
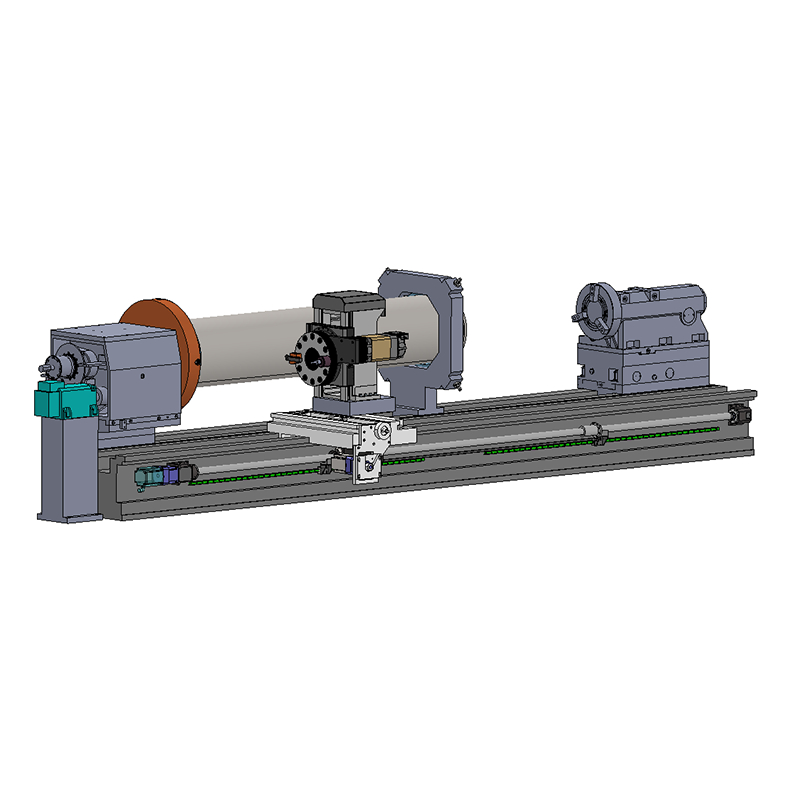
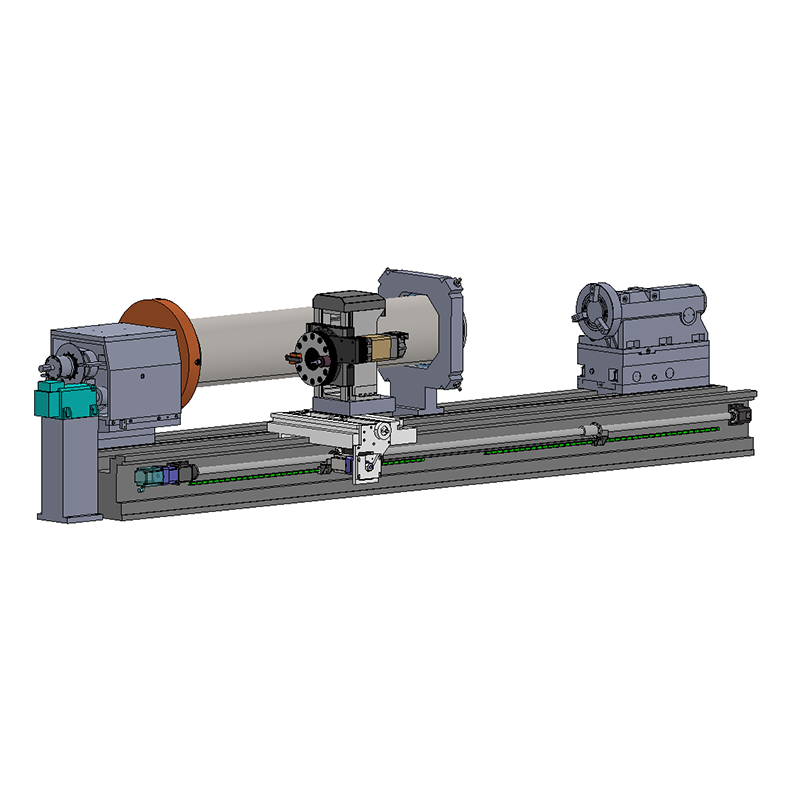
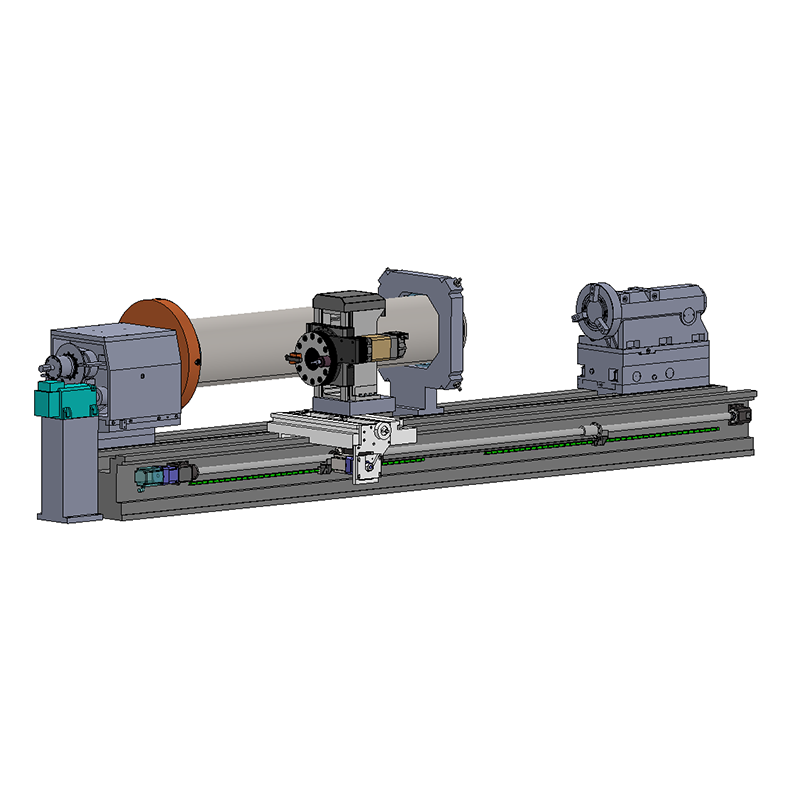
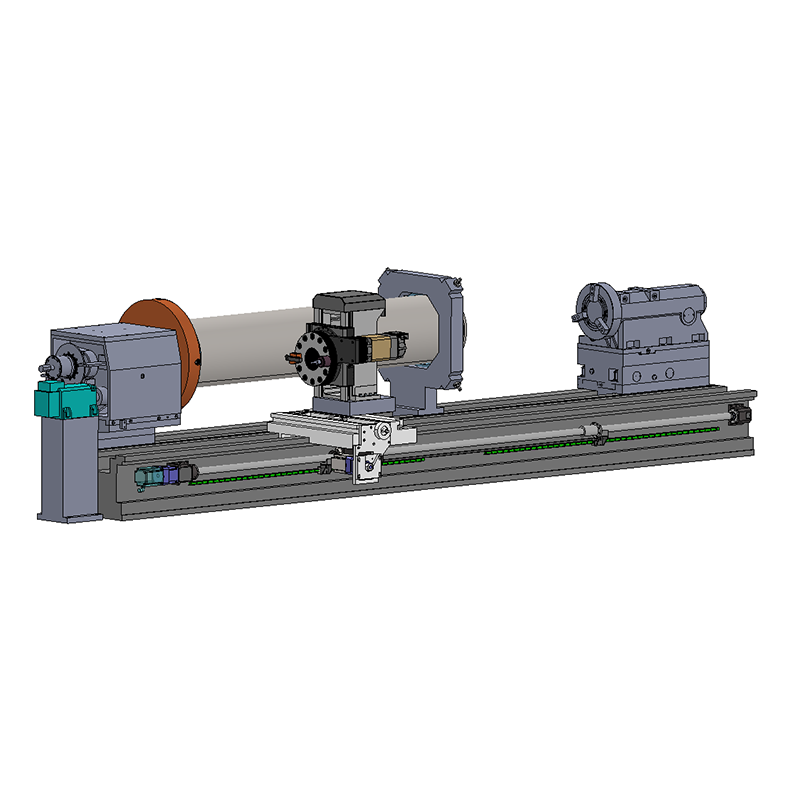
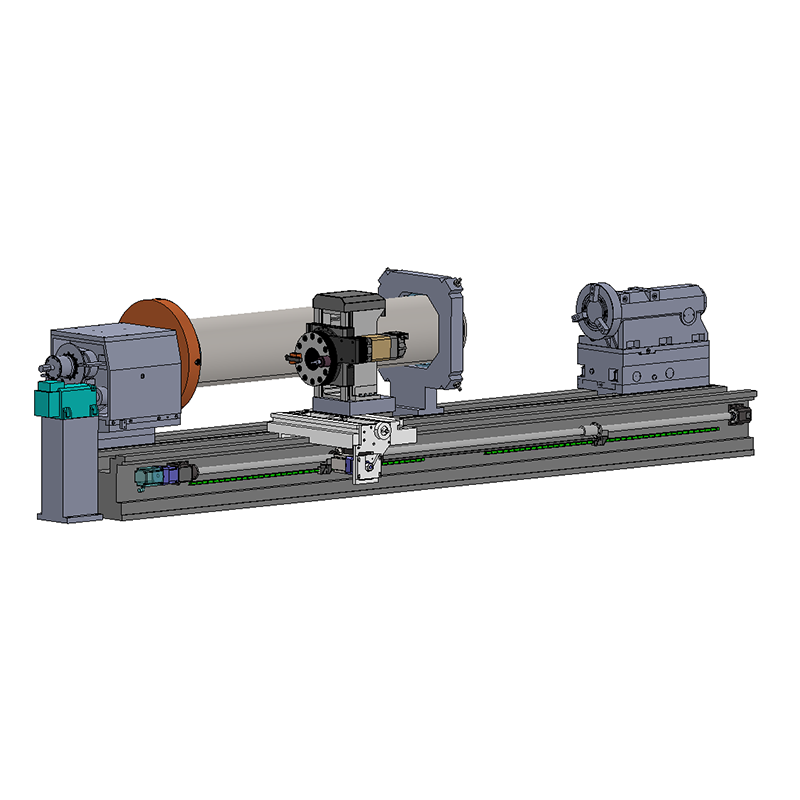
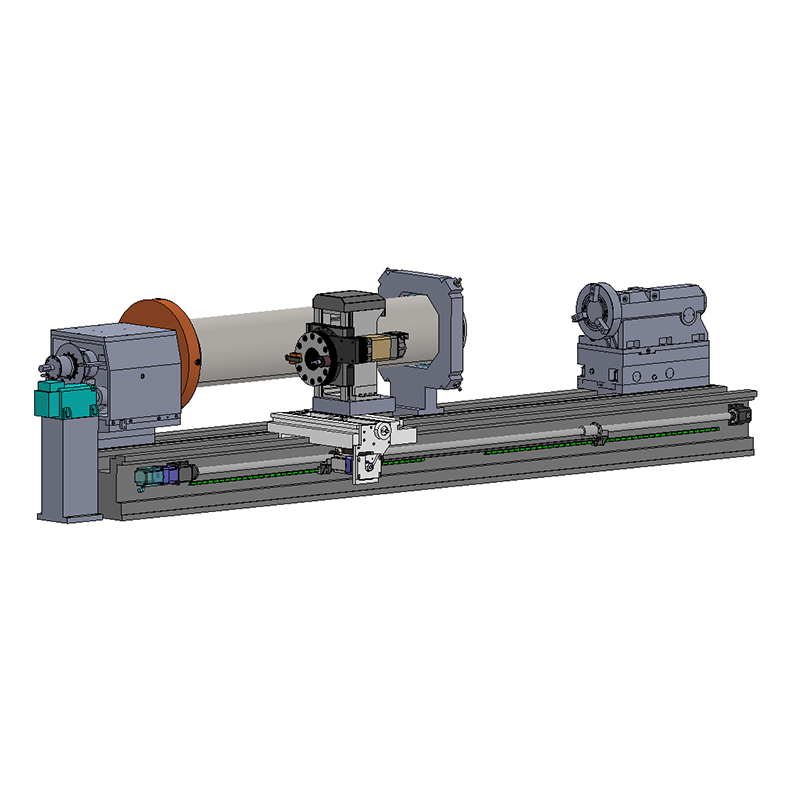
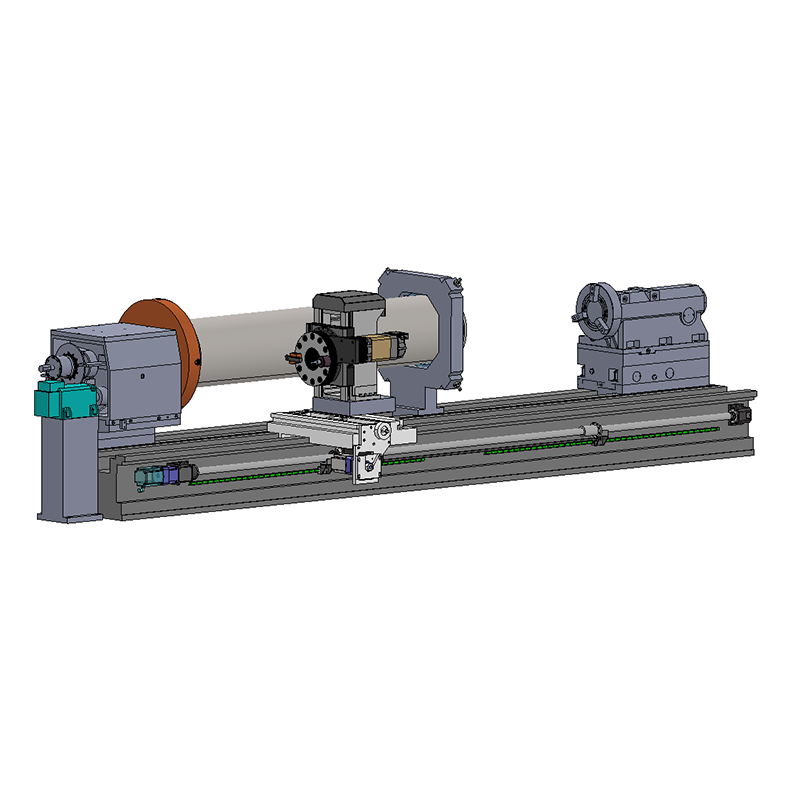
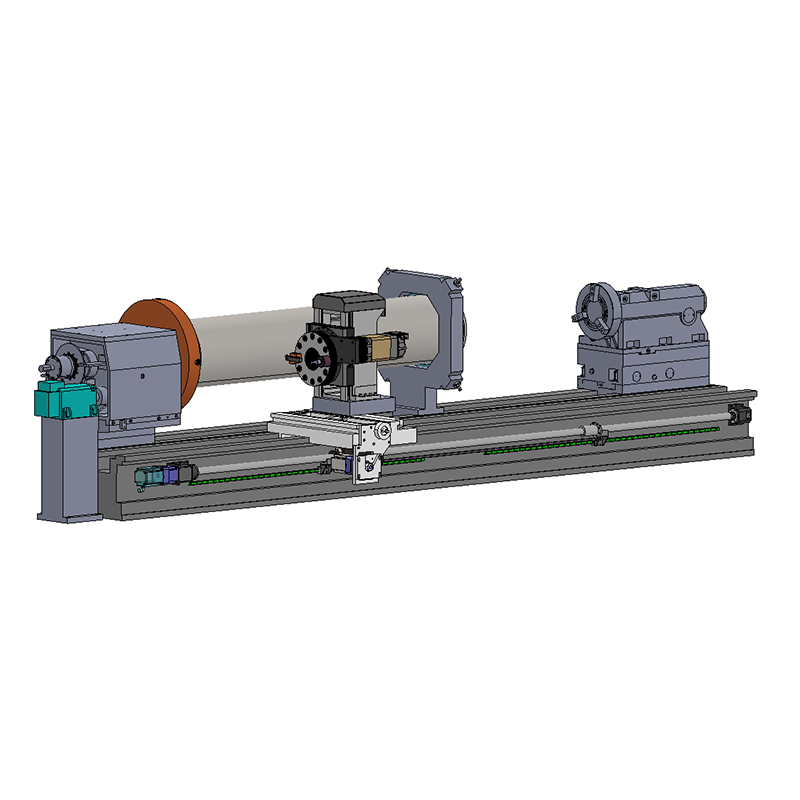
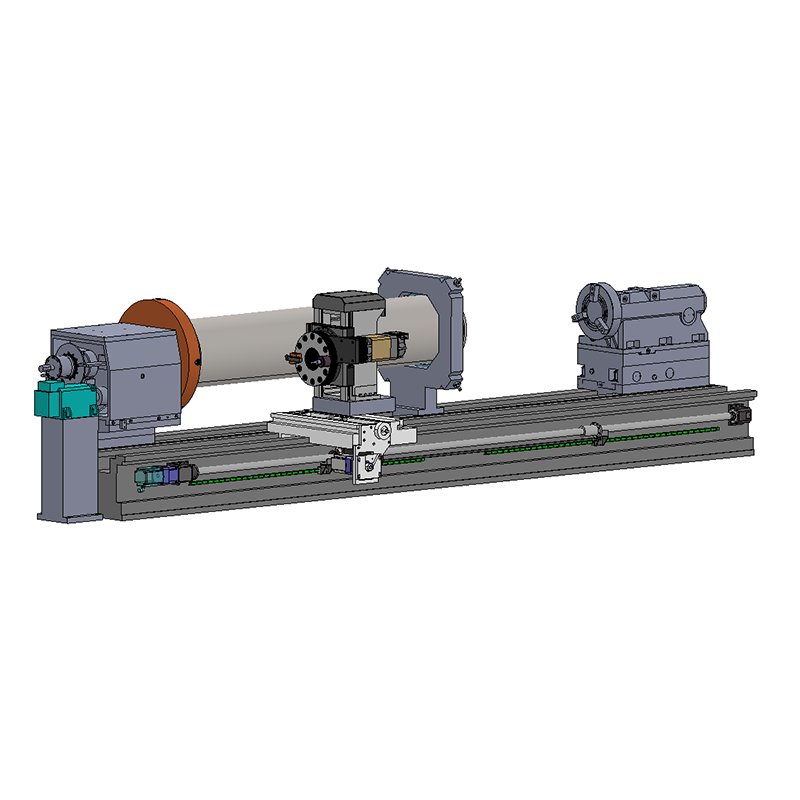
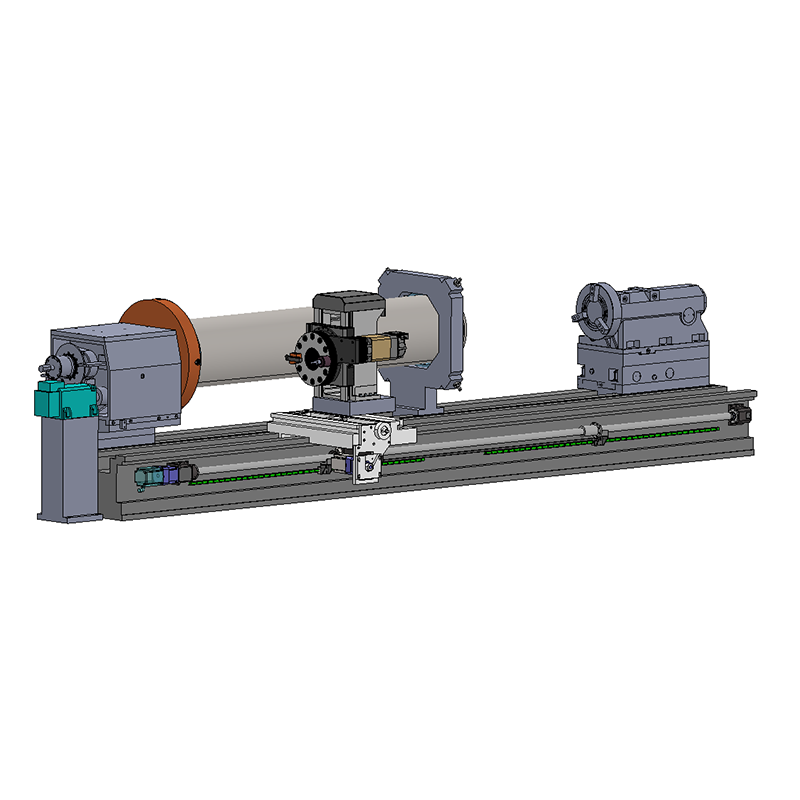
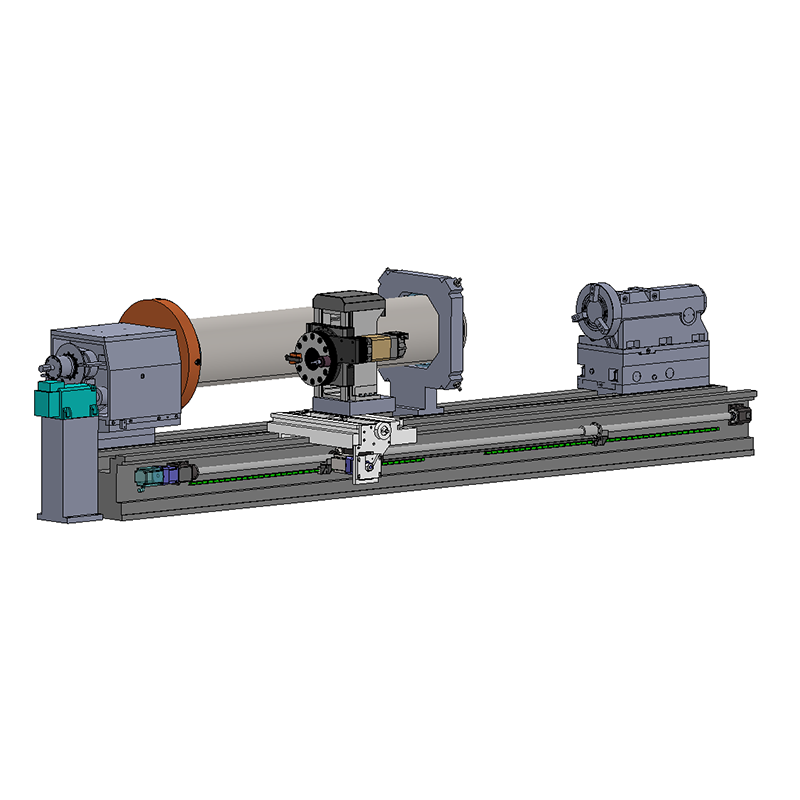
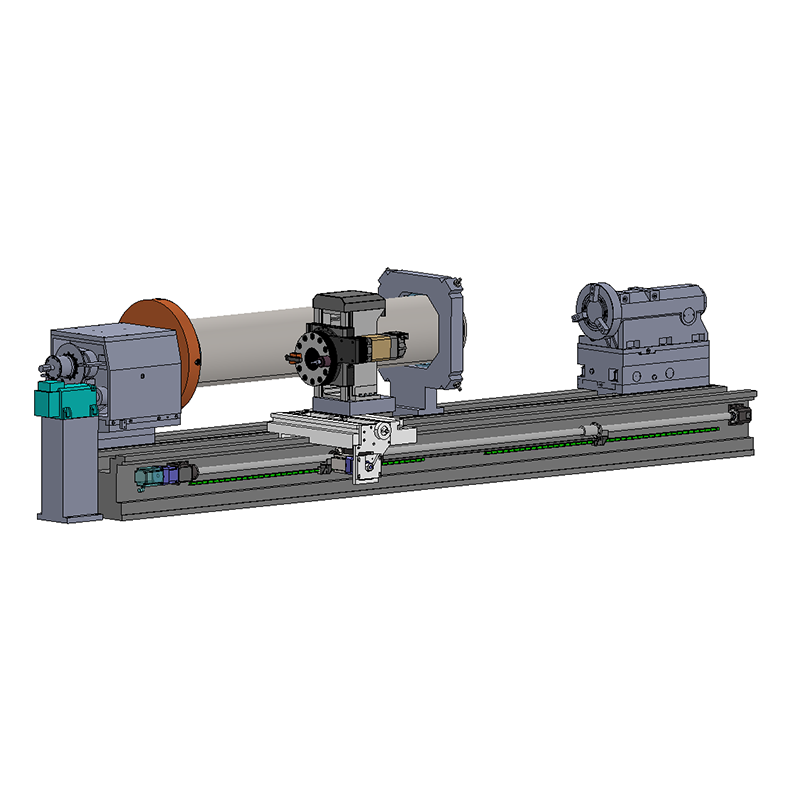
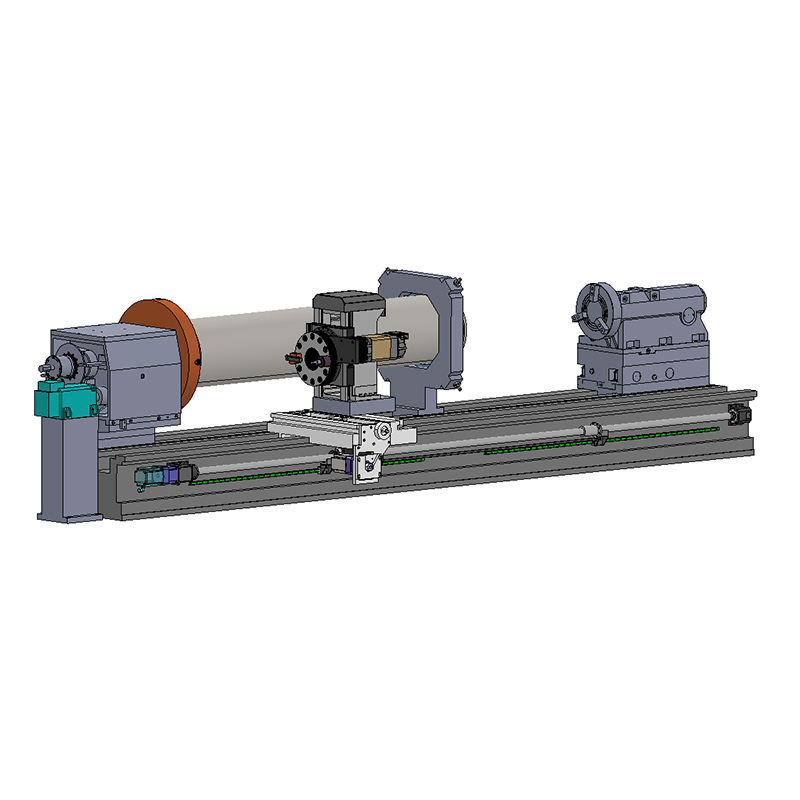
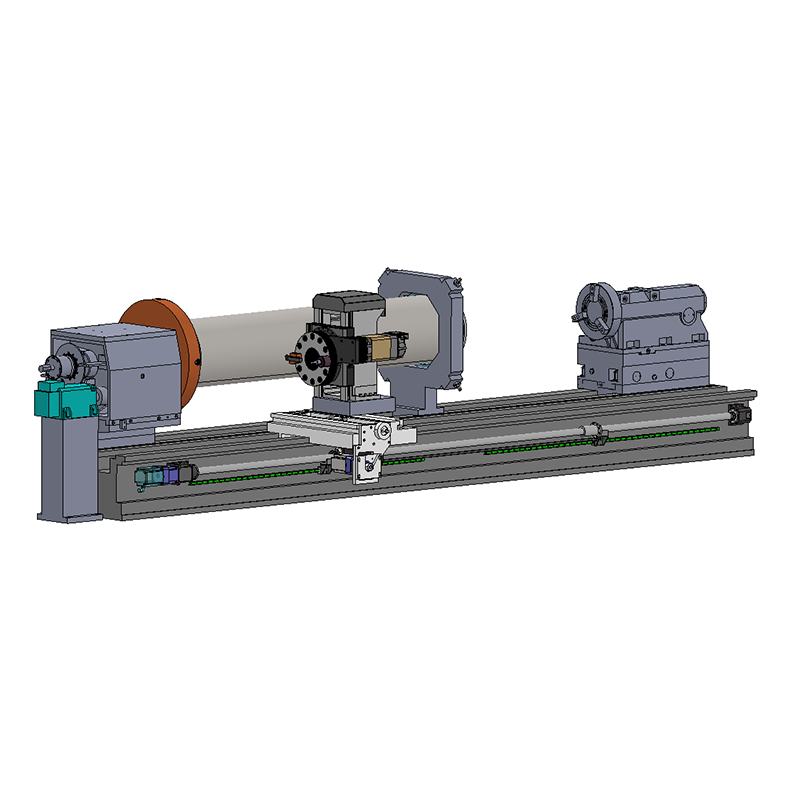
Описание конструкции
")
① Главный электродвигатель; ② Шпиндельная бабка; ③ Патрон; ④ Державка алмазного карандаша; ⑤ Подача по оси Z1 и суппорт; ⑥ Электроприводной резцедержатель; ⑦ Сани по оси Z2; ⑧ Станина; ⑨ Шлифовальный блок; ⑩ Сани по оси Z3
")
Станина выполнена в виде неразъемной коробчатой конструкции из чугуна HT300 с добавлением легирующих элементов, отлита за одну операцию и подвергнута двойной термообработке старению. Ширина направляющих — 850 мм. Направляющие поверхности закалены ТВЧ и прошли прецизионное шлифование на импортном направляешлифовальном станке.
")
Шпиндель станка установлен на высокоточных подшипниках тяжелого типа. Главный электродвигатель приводит шпиндель во вращение непосредственно через ременную передачу. Работа шпинделя отличается высокой плавностью, бесступенчатое регулирование частоты вращения во всем диапазоне обеспечивает возможность резания с постоянной линейной скоростью.
")
Суппорт и система подач. Подача по осям X и Z осуществляется с помощью высокоточных шарико-винтовых пар, которые установлены с предварительным натягом. Двигатели подачи соединены с винтами напрямую, что обеспечивает высокую точность перемещения и позиционирования. По осям X и Z1 используются направляющие скольжения. Поверхности направляющих закалены ТВЧ до твёрдости HRC 52-56. На трущиеся поверхности нанесён импортный антифрикционный материал TURCITE-B. Принудительная смазка всех направляющих гарантирует оптимальное сочетание жёсткости и точности подачи станка. По осям Z2 и Z3 применяются роликовые линейные направляющие, обеспечивающие высокую динамическую характеристику при синхронной обработке и более высокое качество обработки.
")
Электроприводной резцедержатель использует высоконадёжную систему центрирования на центральной оси, что обеспечивает его высокую жёсткость. Оптимальное зацепление торцевых зубчатых венцов и большие диаметры торцевых зубчатых колёс, обработанных на высокоточном зубошлифовальном станке с ЧПУ, гарантируют высокую повторяемость позиционирования и стабильность резцедержателя. Внутри резцедержателя установлены импортные уплотнения VA-типа, что надёжно обеспечивает высокую герметичность и защиту всей конструкции.
")
Шлифовальный шпиндельный блок оснащен прецизионным высокоскоростным шпиндельным двигателем, использующим специализированные прецизионные подшипники и передовые электромагнитные конструкторские решения итальянского производства. Применены высокоточные двухрядные радиально-упорные подшипники класса P4, что обеспечивает высокую точность двигателя, стабильную работу, низкий уровень шума и гладкую обработанную поверхность. Конструкция имеет пыле- и влагозащищенные уплотнения, степень защиты IP55.
связаться с нами
Сопутствующие популярные продукты
Горизонтальный тяжелый токарный станок с ЧПУ TH200X6000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X6000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X13000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X13000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X14000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X14000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X10000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X10000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный токарный станок с ЧПУ TS120X2000
Горизонтальный токарный станок с ЧПУ TS120X2000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X16000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X16000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TS100X8000
Горизонтальный токарный станок с ЧПУ TS100X8000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X18000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X18000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный токарный станок с ЧПУ TS120X6000
Горизонтальный токарный станок с ЧПУ TS120X6000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.

Горизонтальный токарный станок с ЧПУ TS120X8000
Горизонтальный токарный станок с ЧПУ TS120X8000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X20000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X20000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X15000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X15000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Многоцелевой токарно-полировальный станок TP63X3000
Многоцелевой токарно-полировальный станок с ЧПУ TP63X3000 — это серия оборудования, разработанная компанией Цзинцзя Оборудование в соответствии с требованиями заказчиков для высокоточной и высокоэффективной обработки крупногабаритных тяжелых деталей типа валов.
Горизонтальный токарный станок с ЧПУ TE160X1500
Горизонтальный токарный станок с ЧПУ модели TE160X1500 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.

Горизонтальный токарный станок с ЧПУ TS120X5000
Горизонтальный токарный станок с ЧПУ TS120X5000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X20000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X20000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.