




Продукция



-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X8000
-

Горизонтальный токарный станок с ЧПУ TS100X2000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X6000
-

Горизонтальный токарный станок с ЧПУ TS100X6000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X20000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X11000
-

Горизонтальный токарный станок с ЧПУ TS120X5000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X17000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X15000
-

Горизонтальный токарный станок с ЧПУ TS120X8000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X6000
-

Многоцелевой токарно-полировальный станок TP63X3000
-

Горизонтальный токарный станок с ЧПУ TE140X8000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X14000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X10000
-

Горизонтальный токарный станок с ЧПУ TS120X2000



Горизонтальный токарный станок с ЧПУ TE140X1500
Горизонтальный токарный станок с ЧПУ модели TE140X1500 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Описание
маркер
Линейка продукции
Горизонтальный токарный станок с ЧПУ модели TE140X1500 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Типовые обрабатываемые детали:
●Детали типа прокатных валков — подчеркивается высокая точность обработки сложных поверхностей, чистота поверхности и стабильность качества.
●Колонны Гринвича — подчеркивается высокая виброустойчивость станка, высокая точность и чистота поверхности при нарезании трапецеидальной резьбы.
●Валы электродвигателей, правильные валы — подчеркивается высокая точность на высоких скоростях вращения и стабильность обработки.
●Детали цилиндрической формы — при установке расточной оправки станок обеспечивает высокоточную обработку внутренних и наружных цилиндрических поверхностей.
●Детали аэрокосмической отрасли и другие — станок оснащается высокожесткой расточной оправкой, что позволяет выполнять точную обработку глубоких отверстий; поддерживается промышленный интерфейс для связи.
")
")
Серия типоразмеров продукции
| Модель | Максимальный диаметр обрабатываемой детали над станиной (мм) | Максимальный диаметр обрабатываемой детали над суппортом (мм) | Максимальная длина обрабатываемой детали (мм) |
| TE140 | 1420 | 1000 | 1500 |
Области применения
Особенности продукции: высокая точность, высокая жёсткость
Радиальное биение шпинделя — 5 мкм
Номинальный крутящий момент шпинделя — 18700 Н·м
Ширина направляющих станины — 850 мм
Максимальная нагрузка между центрами — 10000 кг
")
Глубина резания ap = 12 мм
Подача f = 1,2 мм/об
")
Области применения
")
")
")
")
Металлургическая промышленность: прокатные валки, роликовые оси, трубные формы
")
")
Индустрия термопластавтоматов: колонны Гринвича, направляющие колонны
")
")
Машиностроение для угольной промышленности и строительная техника: гильзы гидроцилиндров, штоки поршней
")
Аэрокосмическая промышленность: детали типа валов и детали цилиндрической формы
Технические параметры
| Параметр | TE140 | |||
| Обрабатывающие возможности | Максимальный диаметр обрабатываемой детали над станиной | 1420 мм | ||
| Максимальный диаметр обрабатываемой детали над суппортом | 1000 мм | |||
| Расстояние между центрами | 1500 мм | |||
| Нагрузка между центрами | 10000 кг | |||
| Шпиндельная бабка | Тип фланца шпинделя | Стандарт: A2-15; Опционально: A2-20 □ | ||
| Диаметр отверстия шпинделя | Стандарт: 150 мм; Опционально: 260 мм □ | |||
| Частота вращения шпинделя | 1-500 об/мин | |||
| Переключение скоростей шпинделя | 4 диапазона | |||
| Патрон | Тип патрона | Стандарт: четырёхкулачковый с индивидуальным приводом; Опционально: трёхкулачковый самоцентрирующий □, гидравлический патрон □ | ||
| Диаметр патрона | ⌀800 мм □, ⌀1000 мм □, ⌀1250 мм □ | |||
| Суппорт | Ход по оси X | 720 мм | 900 мм | |
| Ход по оси Z | 1600 мм | |||
| Серводвигатель | X: 4 кВт (5,4 л.с.); Z: 7 кВт (9,4 л.с.) | |||
| Быстрый ход | X: 6 м/мин; Z: 6 м/мин | |||
| Рабочая подача | X/Z: 0,001-500 мм | |||
| Резцедержатель | Производитель резцедержателя | Стандарт: вертикальное 4-позиционное; Опционально: горизонтальное 8-позиционное □, горизонтальное 12-позиционное □ | ||
| Расточная оправка | Расточная оправка | Опционально | ||
| Гидравлическая вращающаяся задняя бабка | Диаметр пиноли | 200 мм | ||
| Ход пиноли | 250 мм | |||
| Конус пиноли | MT NO. 6 | |||
| Стружкодробитель | Удаление стружки назад | Опционально: есть □, нет □ | ||
| Удаление стружки вперёд | Опционально: есть □, нет □ | |||
| Линейный энкодер | Опционально: есть □, нет □ | |||
| Электродвигатель | Номинальная продолжительная мощность | AC 30 кВт (40 л.с.) | ||
| Номинальная мощность (30 мин) | AC 37 кВт (50 л.с.) | |||
| Гидронасос | 2,3 кВт (3 л.с.) | |||
| Насос охлаждающей жидкости | 0,56 кВт (0,75 л.с.) | |||
| Станина | Ширина направляющих | 850 мм | ||
| Управление | Контроллер | SIEMENS 828D □, FANUC 0i-TF □, система GSK 988TD □ | ||
| Общая масса станка | Приблизительно | 13.2 т | ||
Опции конфигурации
")
")
")
Вертикальная 4-позиционная револьверная головка □
Горизонтальная 8-позиционная револьверная головка □
Горизонтальная 12-позиционная револьверная головка □
")
")
")
Четырёхкулачковый патрон с индивидуальным приводом □
Трёхкулачковый гидравлический патрон □
Гидравлическая люнетная опора □
")
")
")
Тяжёлая люнетная опора □
Роликовая опора □
Стружкодробитель □
")
")
")
")
Расточная оправка □
Гидравлическая вращающаяся задняя бабка □
Система ЧПУ SIEMENS 828D □
Система ЧПУ FANUC 0i-TF □
Стандартные принадлежности
● Пиноль задней бабки
● Анкерные болты
● Руководство по эксплуатации контроллера
● Вращающийся центр
● Комплект инструментов
● Руководство по эксплуатации станка
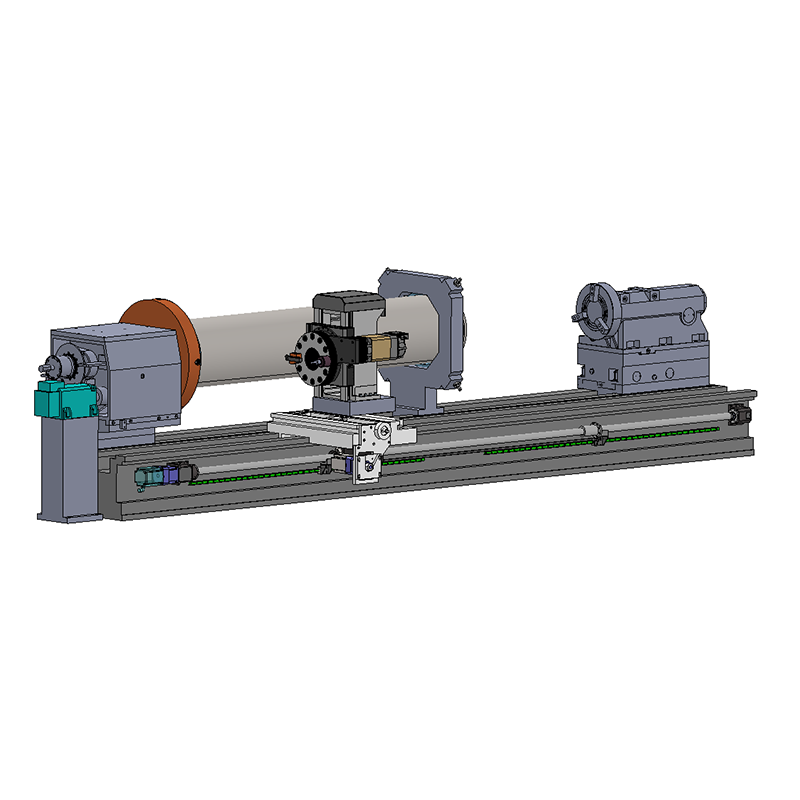
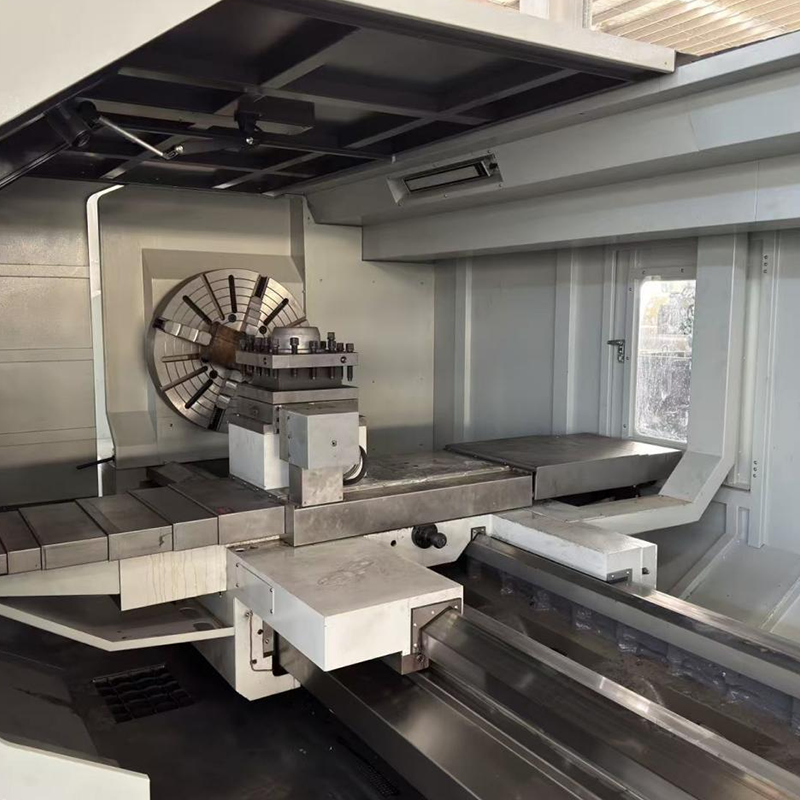
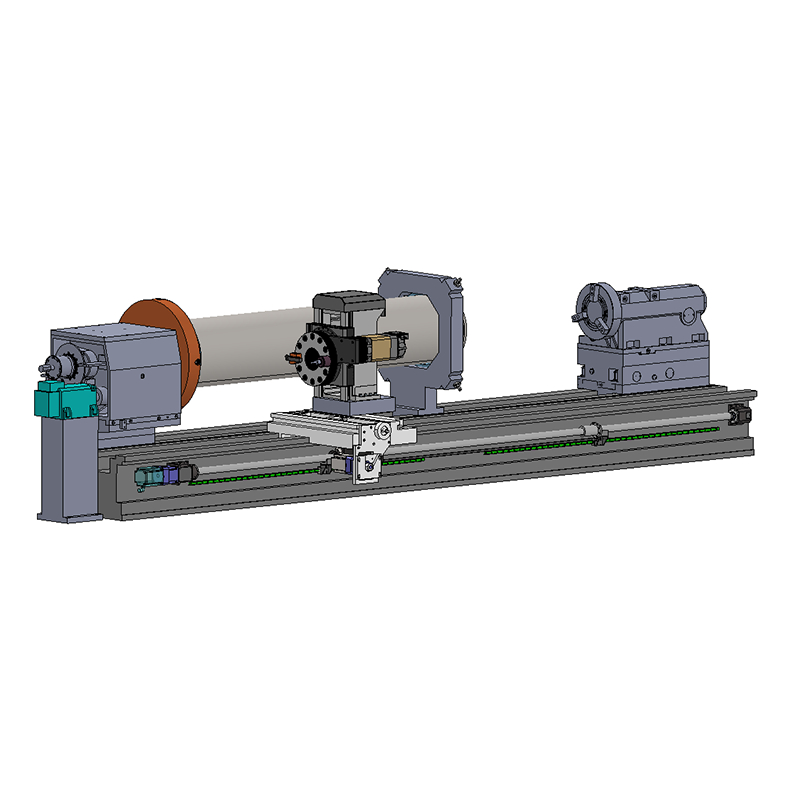
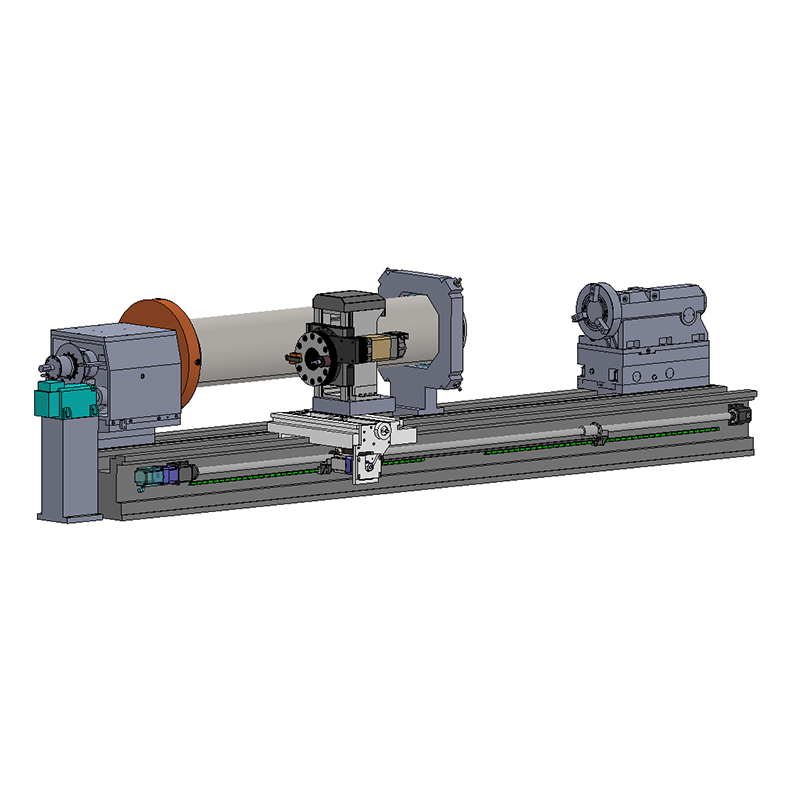
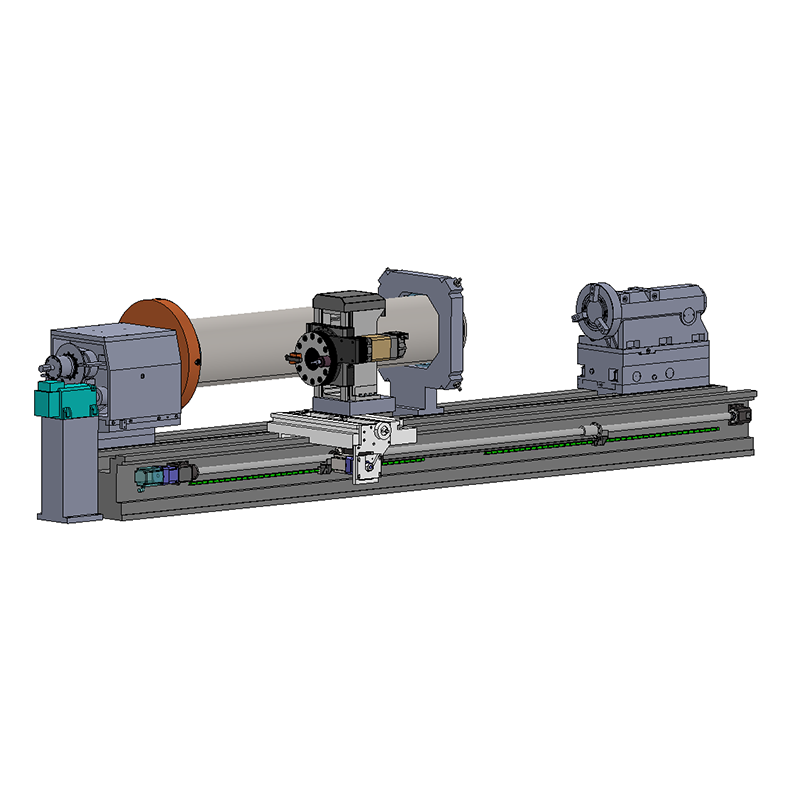
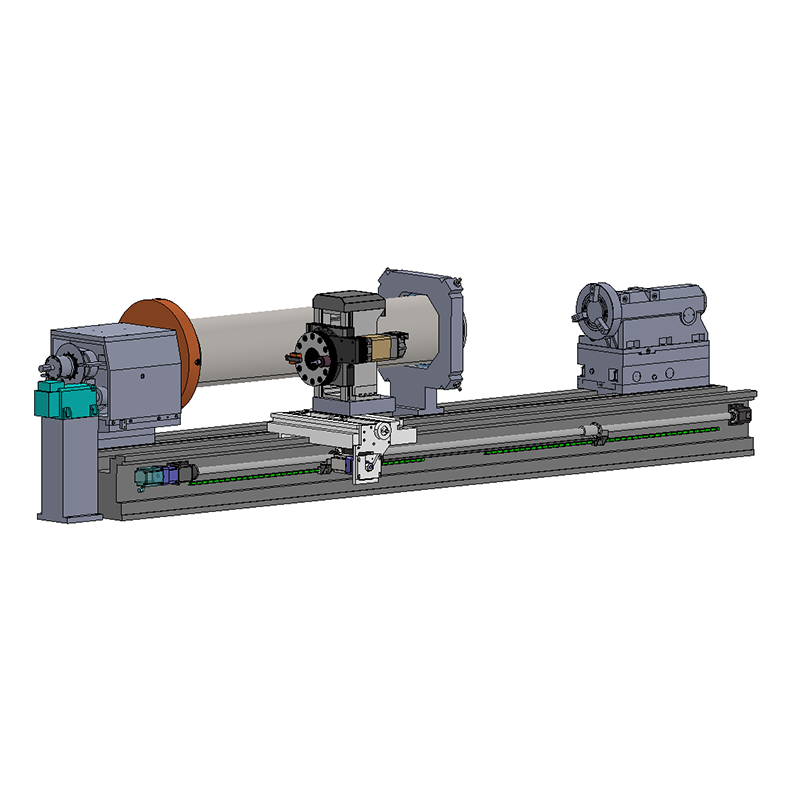
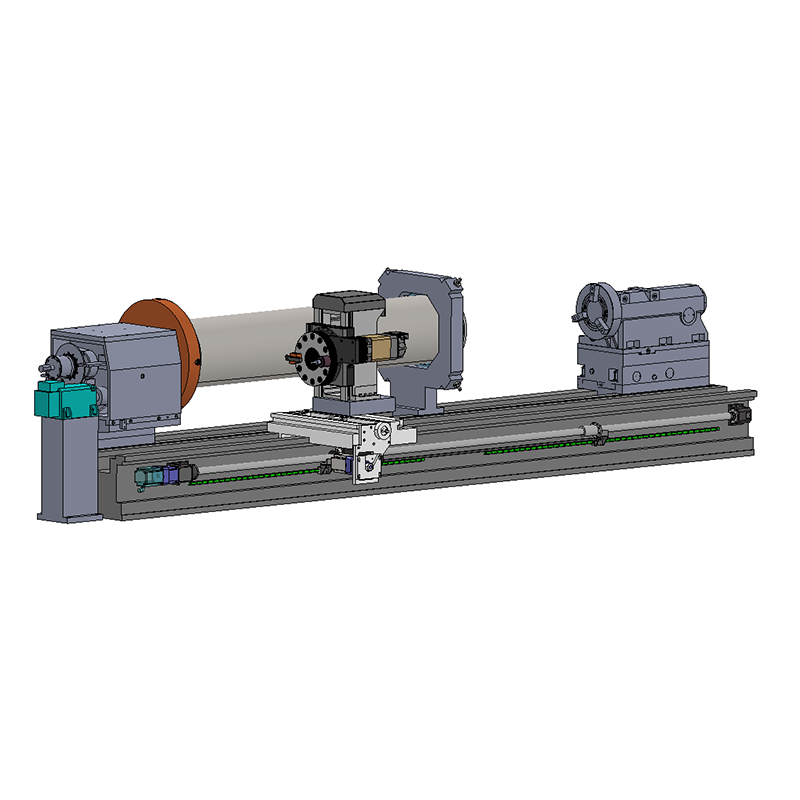
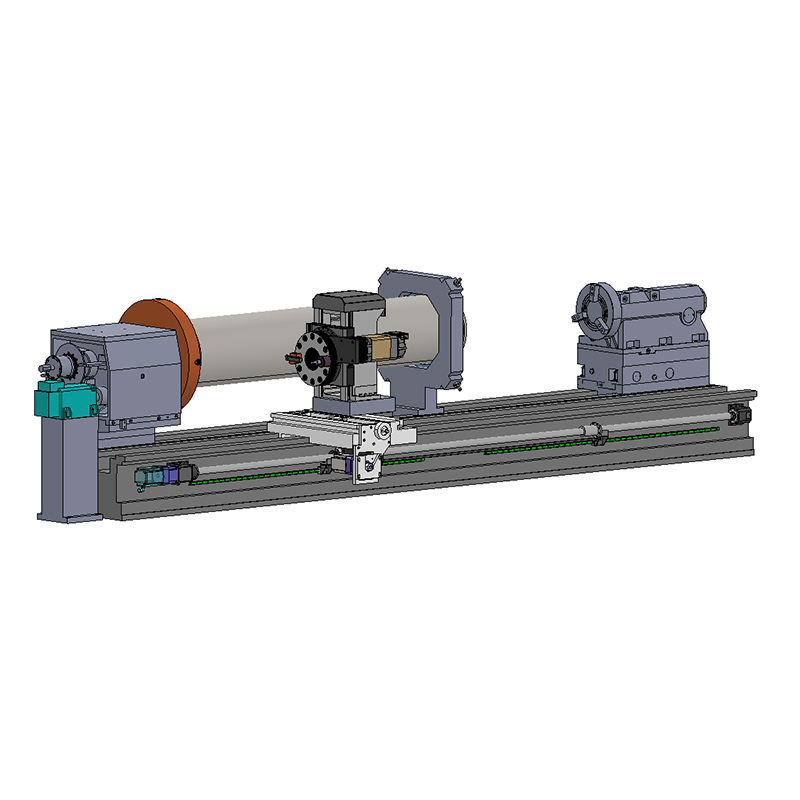
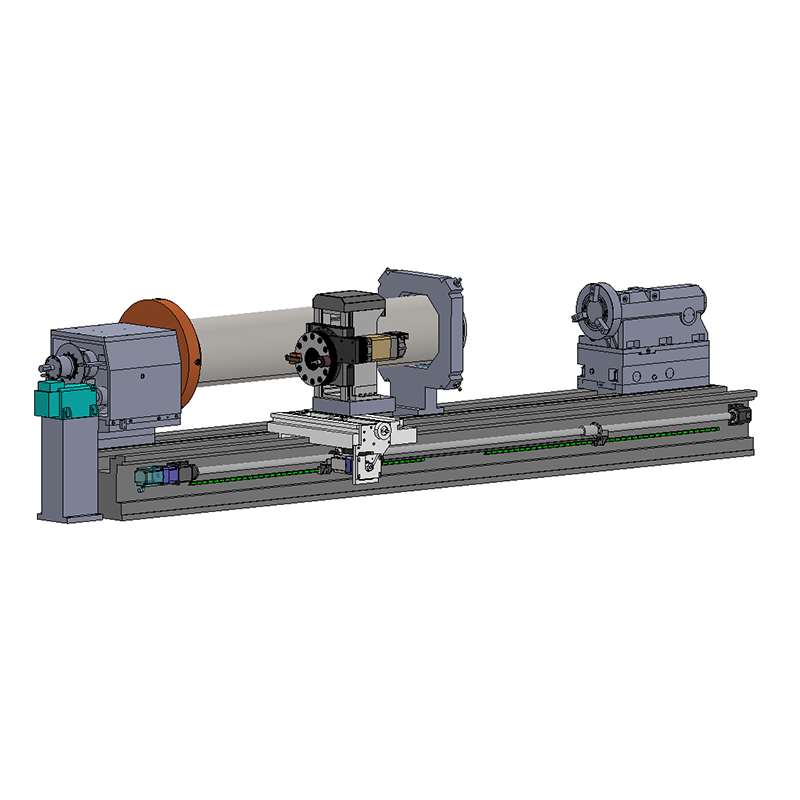
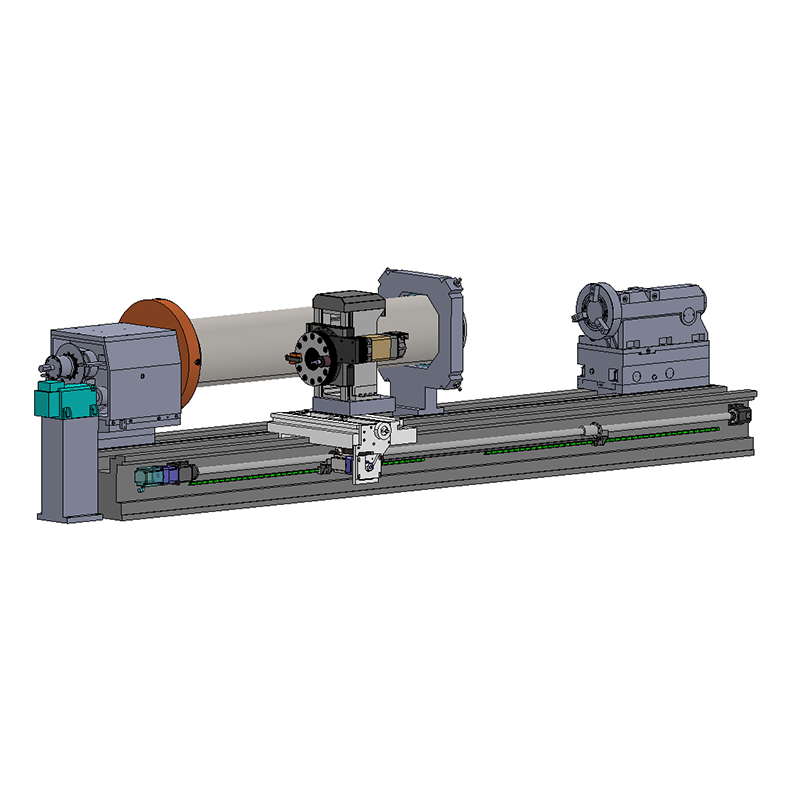
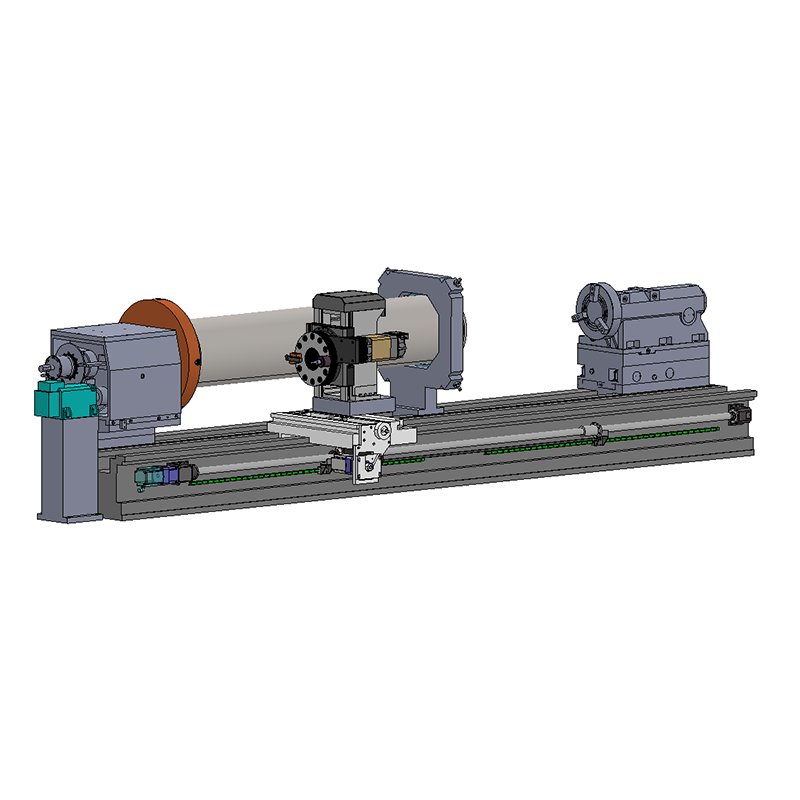
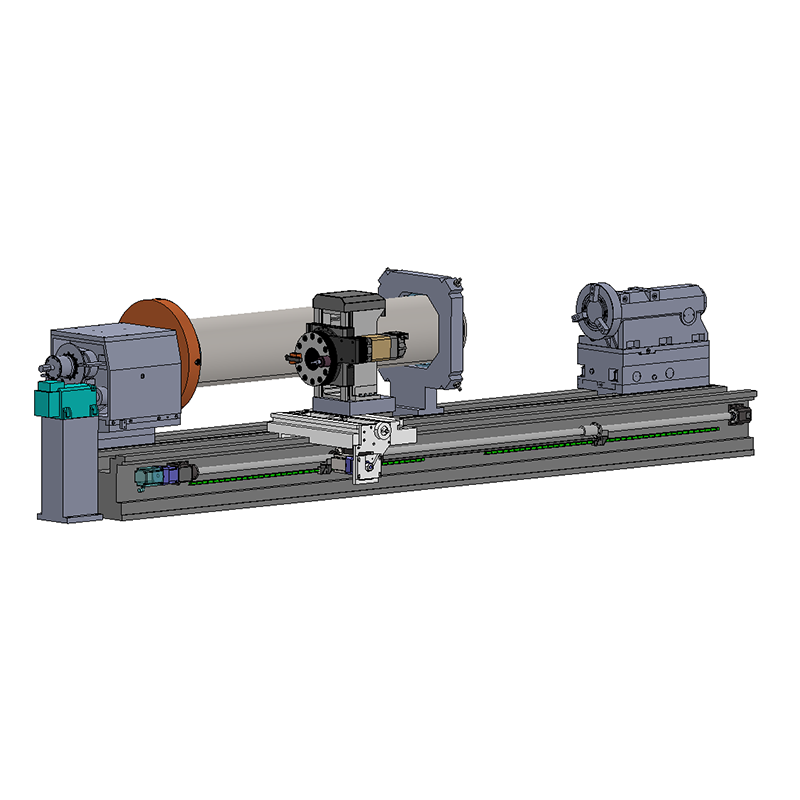
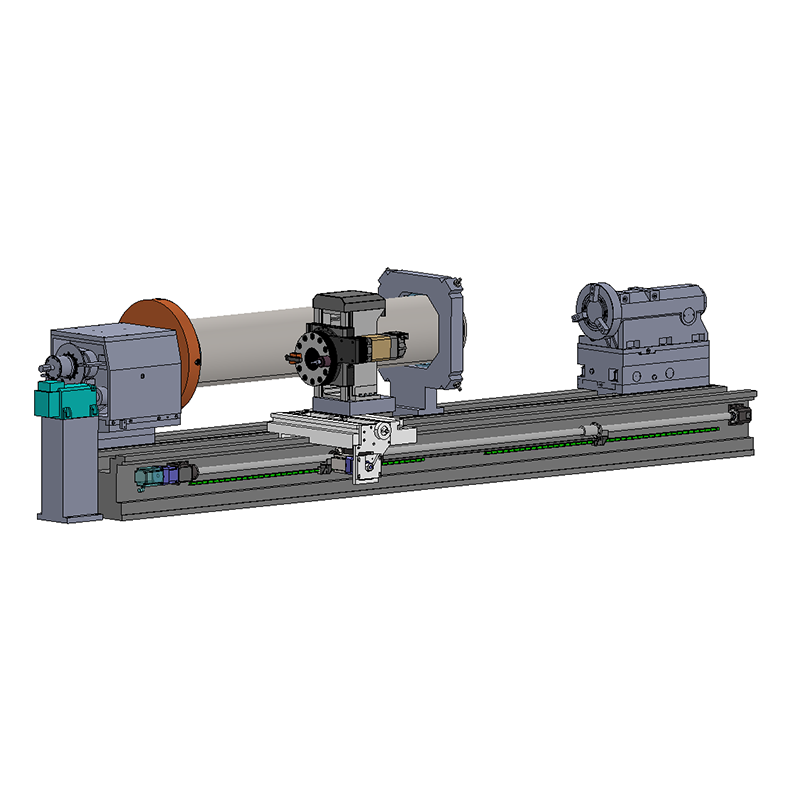
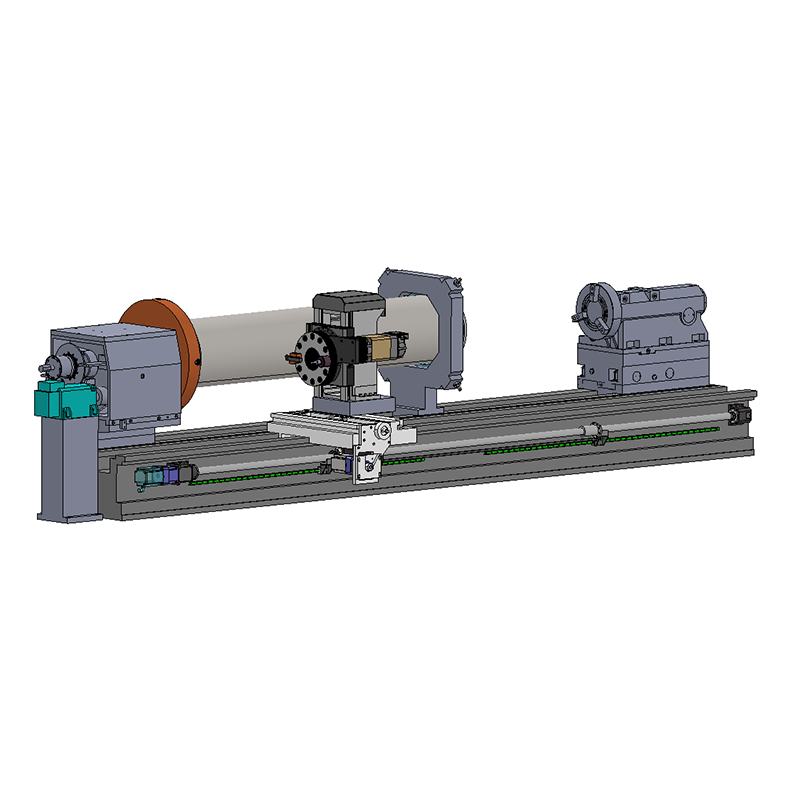
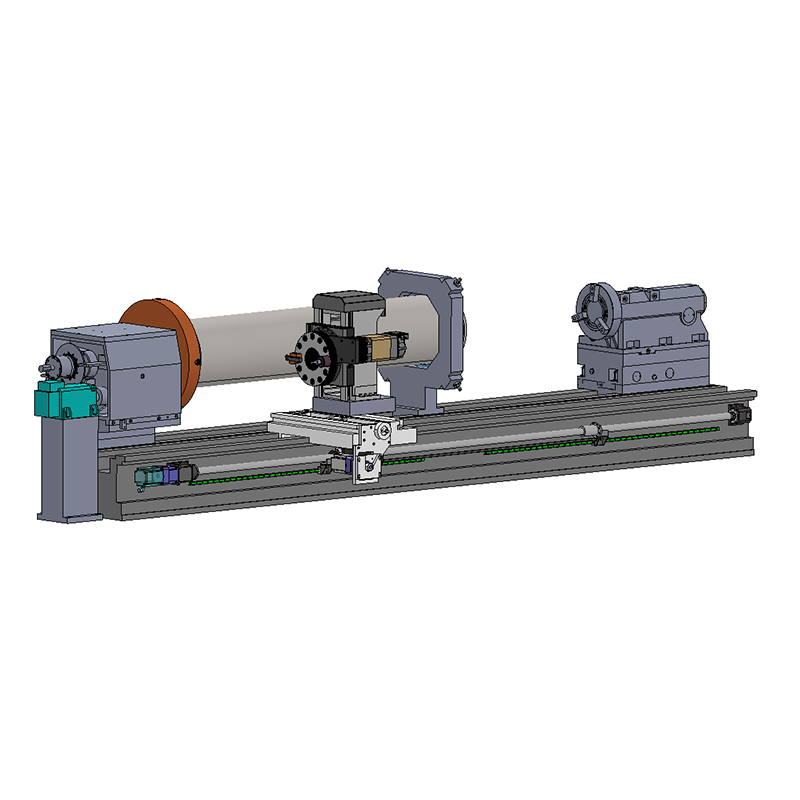
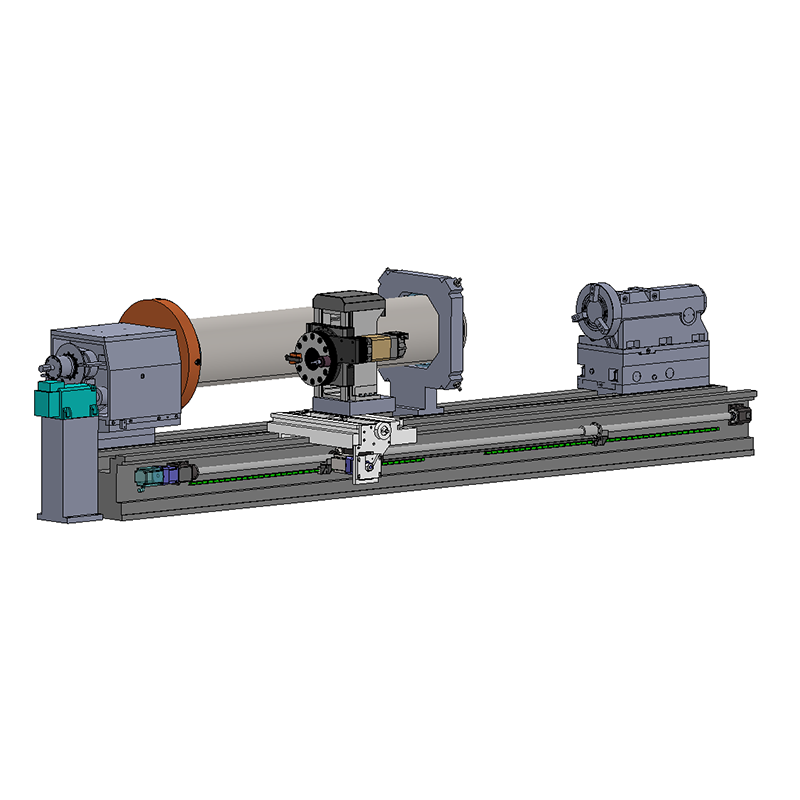
Общая конструкция
Схема общей конструкции
")
Габаритный чертеж
")
")
Станина выполнена в виде неразъемной коробчатой конструкции из чугуна HT300 с добавлением легирующих элементов, отлита за одну операцию и подвергнута двойной термообработке старению. Ширина направляющих составляет 850 мм. Направляющие поверхности закалены ТВЧ и прошли прецизионное шлифование на импортном направляющем шлифовальном станке.
")
Шпиндель станка установлен на трёх опорах с использованием прецизионных подшипников тяжелого типа. Зубчатые колёса подвергнуты высокочастотной закалке и прецизионному шлифованию, что обеспечивает плавность хода и уровень шума ниже отраслевых норм. Станок оснащен внешним маслоохладителем с автоматической принудительной циркуляционной смазкой, что гарантирует гибкость работы трансмиссионной системы, эффективное поддержание постоянной температуры и стабильность точности шпинделя.
")
Суппорт и система подач. Передача по осям X и Z осуществляется с помощью высокоточных шарико-винтовых пар, установленных с предварительным натягом. По концам винтов применяются специальные радиально-упорные шарикоподшипники для ШВП. Двигатели подачи соединены с винтами напрямую, что обеспечивает высокую точность перемещения и позиционирования. Направляющие по осям X и Z закалены ТВЧ до твёрдости HRC 52-58 и прецизионно прошлифованы. На движущиеся поверхности нанесён импортный антифрикционный материал TURCITE-B. Принудительная смазка всех направляющих гарантирует оптимальное сочетание жёсткости и точности подачи станка.
")
В зависимости от технологических требований обработки резцедержатель может быть оснащен вертикальной 4-позиционной, горизонтальной 8-позиционной или горизонтальной 12-позиционной револьверной головкой. Вертикальная 4-позиционная головка отличается высокой жёсткостью, отсутствием необходимости подъема при повороте, быстрой и удобной сменой инструмента, а также высокой точностью поворота. Горизонтальные 8-позиционные и 12-позиционные головки обеспечивают большее количество устанавливаемых инструментов, что удовлетворяет требованиям обработки сложных деталей. Внутреннее охлаждение с орошением способствует улучшению качества поверхности детали и предотвращает разбрызгивание охлаждающей жидкости.
")
Гидравлическая вращающаяся задняя бабка обеспечивает высокую точность вращения и большую нагрузку. Пиноль задней бабки выдвигается и втягивается под управлением системы ЧПУ. Перемещение корпуса задней бабки осуществляется через палец-упор от суппорта станка, что обеспечивает простоту эксплуатации, высокую скорость и производительность. Задняя бабка может подниматься на гидравлической подушке, что позволяет оператору легко перемещать её вручную. Пиноль закалена, покрыта хромом и прецизионно прошлифована, конструкция отличается высокой прочностью и способна выдерживать тяжелые режимы резания.
")
Люнетная опора и роликовая опора являются важными вспомогательными механизмами для обработки длинновальных деталей. Внутри роликов используются крупногабаритные подшипники качения, снаружи — высокопрочные износостойкие ролики. Каждый ролик регулируется вручную отдельно. Направляющая скольжения выполнена в виде высокопрочной прямоугольной ползунной конструкции, что эффективно обеспечивает точность и продлевает срок службы. Люнетная опора обеспечивает зажим деталей диаметром 100-600 мм, а роликовая опора — максимальный диаметр 1200 мм, что охватывает основной диапазон обработки станка.
связаться с нами
Сопутствующие популярные продукты

Горизонтальный токарный станок с ЧПУ TE140X3000
Горизонтальный токарный станок с ЧПУ модели TE140X3000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X19000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X19000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X16000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X16000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный токарный станок с ЧПУ TS120X2000
Горизонтальный токарный станок с ЧПУ TS120X2000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X20000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X20000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный токарный станок с ЧПУ TS120X5000
Горизонтальный токарный станок с ЧПУ TS120X5000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X14000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X14000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TE160X6000
Горизонтальный токарный станок с ЧПУ модели TE160X6000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.

Горизонтальный токарный станок с ЧПУ TE125X8000
Горизонтальный токарный станок с ЧПУ модели TE125X8000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X11000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X11000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X20000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X20000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TS120X6000
Горизонтальный токарный станок с ЧПУ TS120X6000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.

Горизонтальный токарный станок с ЧПУ TE125X6000
Горизонтальный токарный станок с ЧПУ модели TE125X6000— это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X9000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X9000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TS120X1500
Горизонтальный токарный станок с ЧПУ TS120X1500 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X18000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X18000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.