




Продукция



-

Горизонтальный токарный станок с ЧПУ TS120X8000
-

Горизонтальный токарный станок с ЧПУ TE125X1500
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X10000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X12000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X11000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X7000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH160X8000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X18000
-

Горизонтальный токарный станок с ЧПУ TE140X1500
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X14000
-

Многоцелевой токарно-полировальный станок TP50X6000
-

Многоцелевой токарно-полировальный станок TP63X3000
-
Горизонтальный тяжелый токарный станок с ЧПУ TH200X10000
-

Горизонтальный токарный станок с ЧПУ TS100X8000
-

Многоцелевой токарно-полировальный станок TP50X5000
-

Горизонтальный токарный станок с ЧПУ TE140X5000



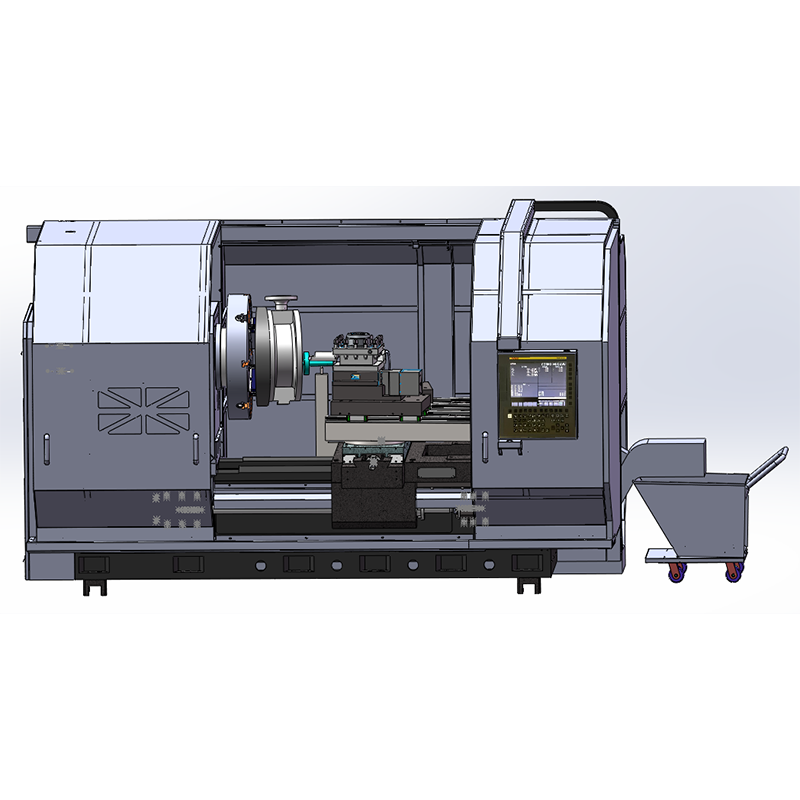
Горизонтальный тяжелый токарный станок с ЧПУ TH160X6000
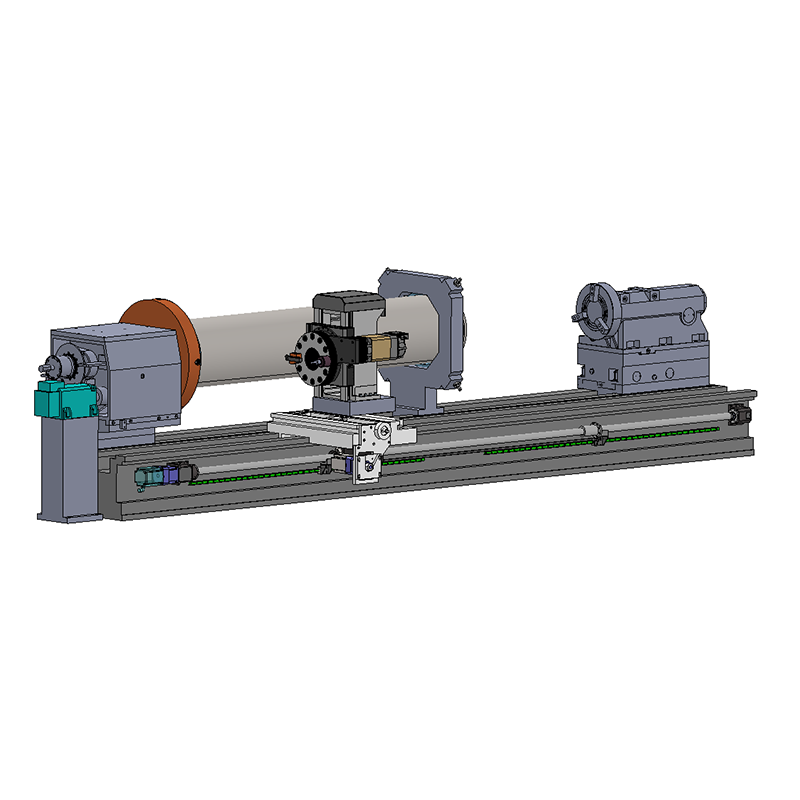
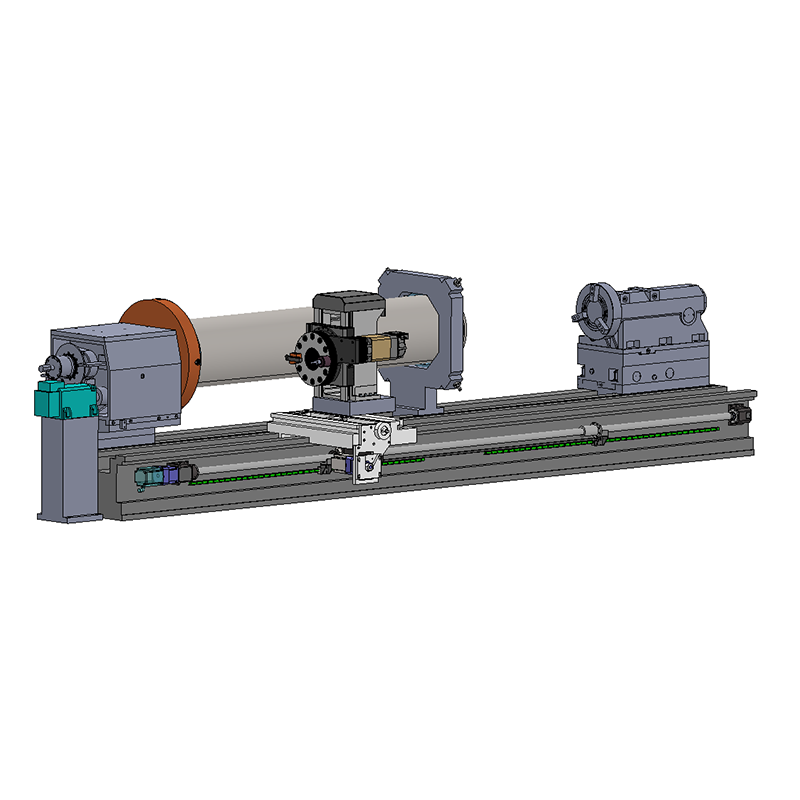
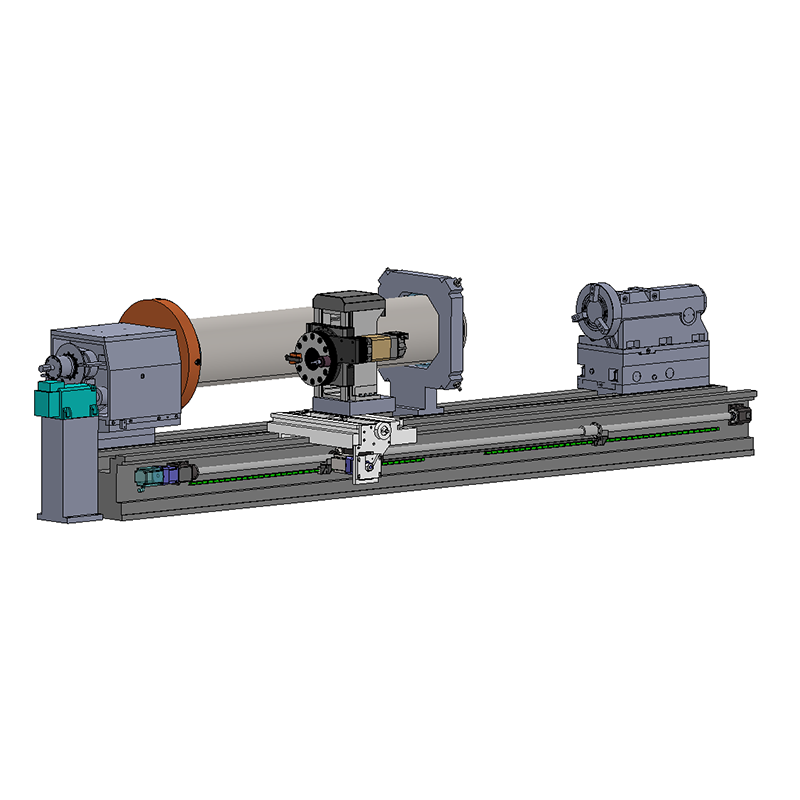
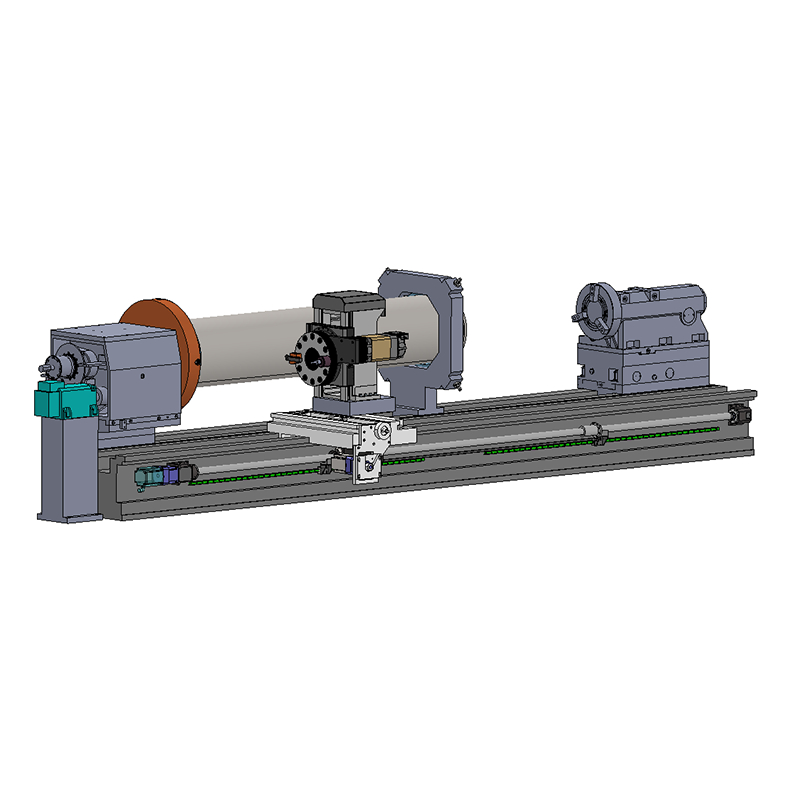
Тяжелый горизонтальный токарный станок с ЧПУ TH160X6000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Описание
маркер
Обзор продукции
Тяжелый горизонтальный токарный станок с ЧПУ TH160X6000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
")
")
Области применения
Диаметр обрабатываемой детали над станиной: 1600 мм
Максимальная нагрузка: 25 т
Расстояние между центрами: 6000 мм
")
")
Металлургическая промышленность: прокатные валки
Ветроэнергетическая отрасль: главный вал
")
")
Энергетическая отрасль: ротор паровой турбины
Отрасль общего машиностроения: барабаны кранов, печатные валы
Технические параметры
| Параметр | TH160 | ||
| Обрабатывающие возможности | Максимальный диаметр обрабатываемой детали над станиной | 1600 мм | |
| Максимальный диаметр обрабатываемой детали над суппортом | 1250 мм | ||
| Расстояние между центрами | 6000 мм | ||
| Максимальная масса заготовки | 25000 кг | ||
| Шпиндельная бабка | Мощность главного двигателя S1/S6 | 60 кВт (AC) | 75 кВт (AC) |
| Крутящий момент шпинделя S1/S6 | 32000 Н·м | 40000 Н·м | |
| Диапазон частоты вращения | 1–200 об/мин | ||
| Переключение скоростей шпинделя | Гидравлическое 2 диапазона, бесступенчатое в диапазоне | ||
| Стандарт интерфейса патрона | ⌀290, конус 1:20 | ||
| Диаметр сквозного отверстия шпинделя | 100 мм | ||
| Размер и конус отверстия центра шпинделя | ⌀120, конус 1:10 | ||
| Внутренний диаметр переднего подшипника шпинделя | 300 мм | ||
| Патрон / Планшайба | Диаметр | ⌀1400 мм □, ⌀1600 мм □, ⌀2000 мм □ | |
| Резцедержатель | Тип резцедержателя | Вертикальный четырёхпозиционный электроприводной | |
| Размер резцедержателя | 440×440 мм | ||
| Сечение резца | 50×50 мм | ||
| Задняя бабка | Диаметр пиноли | 300 мм | |
| Ход пиноли | 300 мм | ||
| Конус отверстия пиноли | ⌀80, конус 1:10 | ||
| Подача | Ход по оси X | 700 мм | |
| Скорость подачи по оси X | 4 м/мин | ||
| Ход по оси Z | Расстояние между центрами + 200 мм | ||
| Скорость подачи по оси Z | 5 м/мин | ||
| Станина | Ширина направляющих станины | 1500 мм | |
| Управление | Контроллер | SIEMENS 828D | |
")
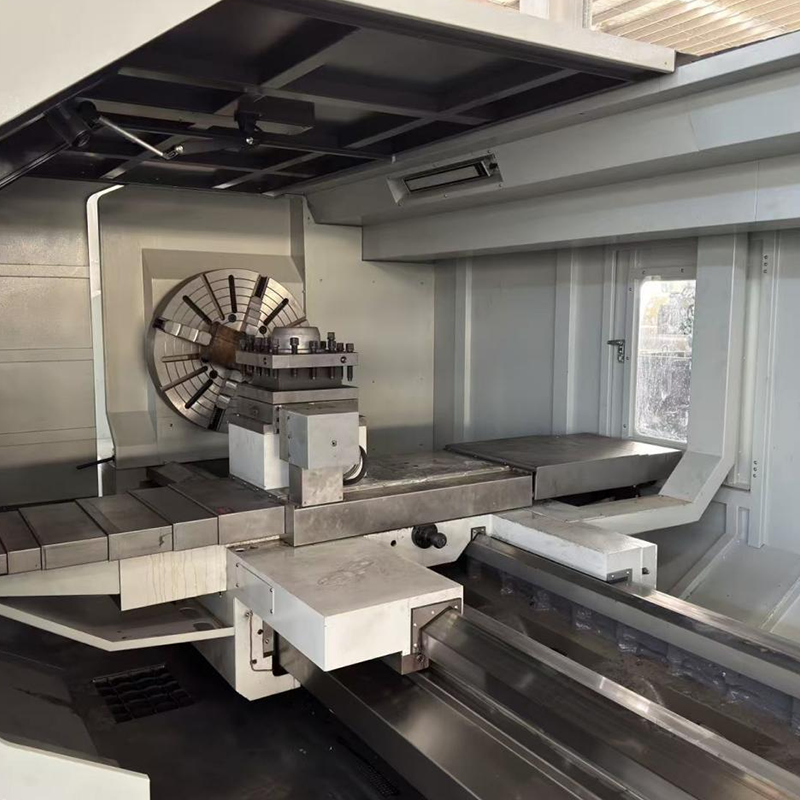
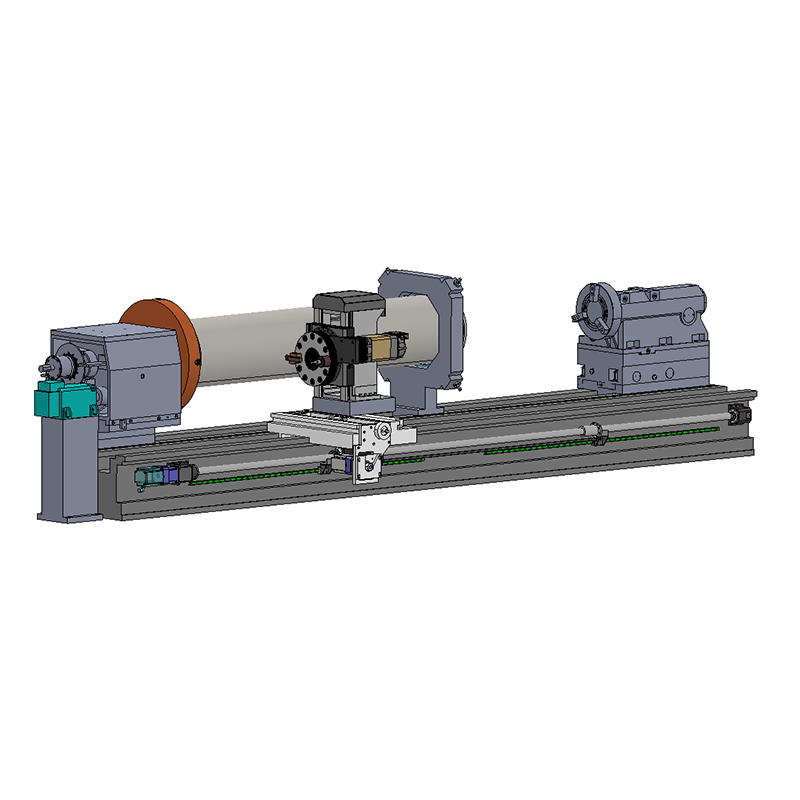
Станина: Станина выполнена в виде неразъемной коробчатой конструкции из чугуна HT300 с добавлением легирующих элементов. Направляющие выполнены по трехрельсовой комбинированной схеме. Общая ширина направляющих составляет 1500 мм. Средняя направляющая является общей плоской направляющей для обоих суппортов, при этом суппорты расположены в шахматном порядке. Перемещение резцедержателя по всей длине направляющих станины не пересекается с задней бабкой, люнетной опорой и другими вспомогательными устройствами, что гарантирует отсутствие интерференции между резцедержателем и люнетной опорой при обработке длинновальных деталей. Направляющие поверхности закалены ТВЧ и прошли прецизионное шлифование на импортном направляешлифовальном станке.
")
Шпиндельная бабка: Главный привод шпиндельной бабки осуществляется серводвигателем мощностью 60 кВт. Гидравлическое двухдиапазонное регулирование частоты вращения обеспечивает шпинделю бесступенчатое регулирование в диапазоне 1–200 об/мин. Главный двигатель соединен с трансмиссией через упругую муфту. Конструкция шпинделя выполнена по двухопорной схеме, подшипники — прецизионные двухрядные роликовые подшипники для шпинделя. Зубчатые колёса переключения скоростей подвергнуты высокочастотной закалке, шлифованию и модификации профиля зуба. Шпиндельная бабка оснащена охладителем масла с принудительной циркуляционной смазкой. Соединение шпинделя с патроном и соединение с центром выполнены по длинноконусной посадке, обеспечивающей высокую нагрузочную способность и жёсткость. Главный привод отличается высоким крутящим моментом, низкими потерями мощности и широким диапазоном регулирования частоты вращения.
")
Суппорт и система подачи по оси X: Передача по оси X осуществляется с помощью высокоточной шарико-винтовой пары, установленной с предварительным натягом и растяжением. По концам винта применяются специальные радиально-упорные шарикоподшипники для ШВП. Двигатель подачи соединён с винтом напрямую, что обеспечивает высокую точность перемещения и позиционирования. Направляющие по оси X выполнены по схеме «одна треугольная — одна плоская», закалены ТВЧ до твёрдости HRC 52–58 и прецизионно прошлифованы. На движущиеся поверхности нанесён импортный антифрикционный материал TURCITE-B. Принудительная смазка всех направляющих гарантирует оптимальное сочетание жёсткости и точности подачи станка.
")
Система подачи по оси Z: Подача по оси Z выполнена по двухдвигательной схеме с устранением люфта. Двигатели через серворедукторы и выходные шестерни приводят в движение зубчато-реечную передачу, что обеспечивает перемещение по оси Z. Программное управление двухдвигательным приводом позволяет максимально устранить люфт в передаче и повысить точность позиционирования.
")
Резцедержатель: В зависимости от технологических требований обработки резцедержатель может быть оснащен вертикальной четырехпозиционной, горизонтальной восьмипозиционной, горизонтальной двенадцатипозиционной револьверными головками, приводной револьверной головкой, приводной револьверной головкой с осью Y, пластинчатым резцедержателем, рамным резцедержателем и другими.
")
Задняя бабка: Шпиндель задней бабки установлен на высокоточных двухрядных цилиндрических роликовых подшипниках с регулируемым радиальным зазором и комплектуется высокоточными упорными роликоподшипниками, что обеспечивает высокую точность вращения шпинделя задней бабки. Задняя бабка оснащена тарельчатыми пружинами, предотвращающими повреждение механизма из-за теплового расширения заготовки, а также снабжена цифровым индикатором для контроля усилия прижима. Соединение пиноли задней бабки с центром выполнено по длинноконусной посадке, центр фиксируется винтом. Зажим пиноли и всей задней бабки осуществляется гидравлическим автоматическим зажимом. Перемещение пиноли задней бабки имеет ручной и автоматический режимы. Механизм привода перемещения задней бабки имеет принудительную циркуляционную смазку. Задняя бабка отличается высокой нагрузочной способностью, высокой точностью вращения и удобством эксплуатации.
связаться с нами
Сопутствующие популярные продукты

Горизонтальный токарный станок с ЧПУ TS100X2000
Горизонтальный токарный станок с ЧПУ TS100X2000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X18000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X18000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X7000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X7000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный токарный станок с ЧПУ TE125X1500
Горизонтальный токарный станок с ЧПУ модели TE125X1500 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X13000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X13000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X8000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X8000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X11000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X11000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X14000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X14000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TS120X3000
Горизонтальный токарный станок с ЧПУ TS120X3000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X17000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X17000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.
Горизонтальный тяжелый токарный станок с ЧПУ TH160X16000
Тяжелый горизонтальный токарный станок с ЧПУ TH160X16000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 1600 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TS120X2000
Горизонтальный токарный станок с ЧПУ TS120X2000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.
Токарно-шлифовальный станок с ЧПУ серии TEBV для обработки дисковых затворов
Токарно-шлифовальный станок с ЧПУ TEBV400 для комплексной обработки дисковых затворов представляет собой изделие, разработанное компанией Цзинцзя Оборудование на основе технологических требований к токарно-шлифовальной обработке уплотнительных поверхностей жестких дисковых затворов малых и средних типоразмеров. При создании станка использованы передовые конструкторские решения отечественных и зарубежных производителей.
Горизонтальный тяжелый токарный станок с ЧПУ TH200X7000
Тяжелый горизонтальный токарный станок с ЧПУ TH200X7000 и токарно-фрезерный обрабатывающий станок разработаны для высокоточной обработки тяжелых деталей с диаметром обрабатываемой детали над станиной 2000 мм и нагрузкой до 25 тонн. Данная серия продукции создана на основе передовых отечественных и зарубежных конструкторских решений и отличается высокой жёсткостью, высокой точностью и широкими возможностями расширения.

Горизонтальный токарный станок с ЧПУ TS120X1500
Горизонтальный токарный станок с ЧПУ TS120X1500 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.

Горизонтальный токарный станок с ЧПУ TS120X5000
Горизонтальный токарный станок с ЧПУ TS120X5000 — это серия прецизионных тяжелых токарных станков с ЧПУ, разработанная компанией Цзинцзя Оборудование на основе глубокого понимания технологии токарной обработки крупногабаритных и тяжелых деталей с учетом передовых отечественных и зарубежных конструкторских решений.